- Introducción
- Análisis estadístico de
tolerancias - Pasos
para determinar la acumulación de tolerancias con
dimensiones - Tolerancias interesadas componentes dadas una
exigencia de tolerancia de asamblea final - Conclusiones
- Referencias
Introducción
En este trabajo se abarcaran los temas de la unidad 5,
en el cual se dará a conocer diversos cuestionamientos que
surgen referentes a algunas normas que existen actualmente para
regular la metrología, así como los análisis
que existen para la interpretación de tolerancias.
También conoceremos la manera de estimar la incertidumbre,
ya que es necesario ser muy cuidadoso a la hora de medir y se
deben hacer algunas consideraciones al respecto.
La información obtenida es de fuentes confiables,
y resumida de una manera clara y concisa para que el lector
comprenda mejor los temas a tratar.
Análisis
estadístico de tolerancias
Un análisis de tolerancia es aquel
estudio que determina la máxima variación probable
o la máxima variación posible para una
dimensión seleccionada. Al igual que en el análisis
de la tolerancia del "peor de los casos", se le añaden
todas las tolerancias y otras variables existentes en el
análisis para obtener la variación
total.
Este método, de una manera
más realista asume que es altamente improbable que todas
las dimensiones del análisis de acumulación de
tolerancias estén en su límite inferior del "peor
caso" o un límite superior al mismo tiempo.
La dirección de la desviación
así como la cantidad de desviación deben de existir
sólo para lograr una condición del peor de los
casos .Es muy probable que la variación real será
diferente de lo que se predijo por el modelo del peor caso. En
muchos casos, la suma de las dimensiones y tolerancias
probablemente se aproxima a una distribución
normal.
En términos generales, en el
análisis de la tolerancia estadística se obtiene un
valor menor para la variación total de un análisis
de tolerancia peor de los casos realizado en el mismo
"stackup".
Es decir, las técnicas de
análisis de la tolerancia estadística suelen
predecir una menor variación de los resultados del peor
caso para una acumulación de tolerancias.
Esto puede ser muy beneficioso desde el
punto de vista funcional, esto permitirá al ingeniero de
diseño aumentar las tolerancias permitidas para la
fabricación o el diseño de los ajustes entre
piezas
Una pregunta que surge es
¿Cuándo es apropiado utilizar un análisis de
tolerancia de peor de los caos? La respuesta a esta pregunta
depende de una serie de factores , incluyendo el número de
tolerancias en la acumulación de tolerancia, la cantidad
de piezas a fabricar , controles de proceso, controles de
fabricación , la sensibilidad del diseño , de las
practicas pasadas de la compañía o sus experiencias
, y la voluntad de asumir un riesgo , por nombrar
algunos.
Todos los factores, especialmente los
factores relacionados con los controles de fabricación y
de procesos, deben ser considerados contra el riesgo de un
resultado demasiado conservador o demasiado liberal.
Un análisis de tolerancia
estadístico se basa en varias condiciones que
son:
Los procesos de fabricación de
las piezas deben ser procesos controlados.Los procesos deben estar centralizadas
y con salidas normales o distribuciones
gaussianas.Las piezas deben ser seleccionados al
azar para el montaje.Técnicamente, para ciertos
modelos de análisis de tolerancia estadístico,
cada variable que contribuye a la acumulación de
tolerancia debe ser independiente de las otras variables que
afectan la acumulación de tolerancia.La empresa debe estar dispuesta a
tolerar la posibilidad de que algunas partes o ensambles
serán rechazadas por superar el resultado
calculado.
Una solución a la diferencia entre
el diseño nominal y el diseño de fabricación
nominal y el hecho de que algunos procesos no están tan
controlados como debe ser, es multiplicar el resultado
estadístico por un coeficiente mayor que 1.
Con el análisis del peor de los
casos, los resultados que se obtienen estrictamente proporcionan
información numérica, los valores vectoriales que
representan la variación y límites que resulta de
la adición de la variación y restarlo del valor
nominal.
En este sentido, el análisis de la
tolerancia estadística es casi exactamente el mismo
análisis que el de la tolerancia como peor de los casos,
excepto que la variación no es la variación
máxima posible, sino que es la variación
máxima probable que pueda permitir para ser
encontrado.
Se dice que Cuanto más conoces los
procesos, más preciso será el resultado de
acumulación de tolerancia estadística. Es muy
importante aprender sobre los procesos de fabricación y,
cuando sea posible obtener datos fiables de procesos
estadísticamente controlados.
Pasos para
determinar la acumulación de tolerancias con
dimensiones
1. Seleccione la distancia (gap o
interferencia) cuya variación es determinado.
2. Determinar si se requiere un uno, dos, o
tres análisis tridimensionales.
3. Determinar una dirección positiva
y una dirección negativa.
4. Convertir todas las dimensiones y
tolerancias a formato igual bilateral (± al mismo
valor).
5. Ahora todas las dimensiones y
tolerancias se introducen en un gráfico y se realizan a
efectos de notificación.
6. Coloque el valor de tolerancia para cada
dimensión en la columna de la tolerancia adyacente a cada
dimensión. Este valor es la mitad de la variación
total permitido por la tolerancia.
7. Tome cada valor de la
tolerancia.
8. Añadir las entradas en cada
columna, entrando los resultados en la parte inferior de la
gráfica
9. Saca la raíz cuadrada de la suma
de las tolerancias estadísticas (RSS). Introduzca este
resultado en la parte inferior de la tabla.
10. Reste el total negativo del total
positivo. Esto le da la dimensión nominal o
distancia
11. Aplicar la tolerancia
estadística total. Adición y sustracción de
la tolerancia estadística
12. Si se desea tomar un enfoque un poco
más conservador, multiplique la tolerancia de RSS por un
factor de ajuste.
Por mucho el método más
fácil para resolver los problemas de acumulación de
tolerancia lineal es utilizar un formato de informe personalizado
diseñado para un programa de hoja de cálculo como
Microsoft Excel u Open Office. Con el uso de herramientas como se
ha descrito anteriormente hace que sea más fácil
consistentemente para todos los involucrados en un proyecto
entender la información de manera rápida, con esto
se logra ahorrar tiempo y dinero.
Tolerancias
interesadas componentes dadas una exigencia de tolerancia de
asamblea final
A veces una exigencia de tolerancia de
asamblea final es saben, y las tolerancias deben ser determinadas
que permitirá a la exigencia final para ser encontrada.
Comúnmente encuentran esto donde el nivel de asamblea u
objetivos de nivel de producto final han sido puestos. Por
ejemplo, de automotor y paneles de cuerpo de camión debe
tener el diseño predeterminado y objetivos de la
fabricación para la calidad y apto. La asamblea final de
los requerimientos de tolerancia debe ser encontrada cuando todos
los subcomponentes son montados. Asambleas complejas como cuerpos
de vehículo son por lo general tolerancias la
utilización de una combinación de que – si
tolerancias y ordenadores estadísticos el software de
modelado con variación. Ordenador de iteraciones
estadísticas software de modelado con variación.
Las iteraciones son realizadas hasta sobre la combinación
lograble de tolerancias componentes muestran para ceder un
resultado de estadística aceptable. Tolerancias
componentes deben ser seleccionadas que es dentro de saben
capacidades de proceso de la fabricación al
análisis para ser significativo. Donde esto es el
espectáculo que la tolerancia de asamblea total no puede
ser encontrada por asignando tolerancias realistas componentes,
la geometría de diseño debe ser cambiada para
trabajar con una tolerancia más grande.
La geometría de diseño puede
ser cambiada por usando agujeros de gran tamaño o ranuras
para el ajuste en la asamblea o en la combinación con la
geometría más apretada coordinada con adornos de
asamblea. Otros métodos incluyen relaciones de
acoplamiento que se cambian, cambiando uniones de extremo,
cambiando la geometría superficial para hacer la
desalineación menos obvia, reduciendo el número de
partes, o redimensionando las partes para reducir el
número de tolerancias que contribuyen al total
acumulado.
Diferentes industrias y preferencias de
asamblea conducen soluciones diferentes con este dilema,
industrias donde métodos de asamblea manuales son
frecuentes y la habilidad y el cuidado de los ensambladores puede
ser confiado a menudo el empleo agujeros de gran tamaño
toman ranuras como una solución fácil. Itere el
ensamblador a mano ajustan cada parte a la posición anear
óptima antes de sujetadores apretadores o soldadura.
Industrias diferentes y preferencias de asamblea conducen
soluciones diferentes con este dilema, industrias donde
métodos de asamblea manuales son frecuentes y la habilidad
y el cuidado de los ensambladores puede ser confiado a menudo el
empleo agujeros de gran tamaño unas ranuras como una
solución fácil. Itere el ensamblador a mano ajustan
cada parte a la posición anear óptima antes de
sujetadores apretadores o soldadura.
Este método también trabaja
bien con la tolerancia simple. Hace conjeturas sobre las
tolerancias puede ser firmado una hoja de cálculos, y los
resultados estudiados. Una vez que un resultado satisfactorio es
obtenido, el estudio es completo.
Otra técnica más exacta debe
usar el Objetivo buscan la función en Microsoft Excel,
permite al analista para determinar el valor de tolerancia de
parte requerido sin la iteración. La utilización de
esta tolerancia de parte requerida valora sin la
iteración. Usando esta función el analista de
tolerancia puede ponerse la tolerancia de asamblea deseada valora
y pide el programa iterar un valor de tolerancia para encontrar
la solución exacta. Esto es un instrumento muy
poderoso.
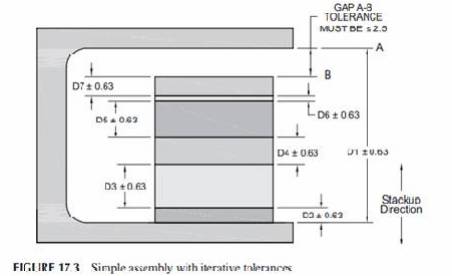
Las tolerancias sacadas en la susodicha
hoja de cálculos son usadas como componentes en la
asamblea. Muestran la asamblea simple en la figura 17.3 con los
valores de tolerancia iterativamente deliberados. En este
ejemplo, la misma tolerancia fue aplicada a cada b de par.
Tolerancias diferentes por cada parte pueden ser usadas con este
método de asignación de tolerancia también,
insertando conjeturas de valor de tolerancia diferentes en a la
hoja de cálculos para cada parte. Es más probable
que las partes en la mayor parte de tolerancia requerirán
tolerancias diferentes.
Que es papel de medición:
GD&T como definido por ASME y14.5M-1994 provee
muchos conceptos únicos y beneficiosos en la
definición de partes de tolerancia. El Sistema GD&T
permite al diseñador especificar zonas de tolerancia
redondas y trie-dimensionales para localizar
características redondas y 3-D. El sistema también
expande conceptos, como el principio MMC, que permite localizar
tolerancias adicionales basadas en el tamaño de la
característica producida. Estos conceptos funcionan para
asegurar que las características de parte funcionan como
se requiere por el diseño, maximizando las tolerancias de
producción para la pieza individual. Aunque estos
conceptos de tolerancia son beneficiosos para diseño y
manufactura, su uso posee problemas para el inspector que
verifica los requerimientos.
Verificación de tolerancias geométricas
para la mayoría de partes producidas es lograda con el uso
de data coleccionado manualmente en inspección, o de forma
electrónica usando un CMM. Cualquier de los dos
métodos requiere que el inspector bloquee la pieza en un
marco de referencia como está prescrito por el dibujo de
ingeniería y tomar medidas de las características
producidas. El inspector debe determinar los coordinados de
deviación "X" y "Y" de características producidos
mediante la comparación de valores medidos y los valores
básicos indicados por el dibujo. Típicamente, la
desviación de coordinados son usados para determinar el
error de tolerancia posicional para la característica
producida por uno de dos métodos: conversión
matemática de la desviación de coordinados o por el
uso de un calibre de papel.
Calibre de papel es una de las varias técnicas de
verificación de inspección que puede ser usada para
producir características conforme con el dibujo de
ingeniería. Esta técnica, también referida
como análisis de inspección gráfica, provee
verificación geométrica mediante una
representación gráfica y manipulación de la
data coleccionada durante inspección. La desviación
de los coordinados cartesianos derivados por el proceso de medida
son marcados en una cuadricula, proveyendo una "foto" de la
característica producida en relación a su
locación teórica "verdadera".
Métodos de tolerancia modernos como definidos por
ASME Y14.5M-1994 prescribe que características redondas,
como hoyos, sean localizadas en zonas de tolerancia redondas.
Pero, la mayoría de técnicas de inspección
dimensionales miden las partes en relación a un sistema de
coordinados cartesianos. El calibre de papel provee un
método conveniente y correcto para convertir esos valores
medidos a valores polares redondos en verificación de
tolerancia posicional. Esto es logrado mediante el uso de anillos
gráficos sobre una cuadricula que representa las zonas de
tolerancia posicional.
Límites
Clasificaciones
En términos generales, hay tres
tipos de ajustes entre las características de apareamiento
de tamaño en piezas en contacto. Estos son ajustes de
despacho, ajustes de transición y ajustes de
interferencia. Estos son clasificaciones ajuste estándar,
cada uno se basa en cómo las características de
acoplamiento sobre el apareamiento partes interactúan.
Normas estadounidenses e internacionales definen los sistemas de
límites y ajustes que regirán estas clasificaciones
ajuste, tales como las normas ISO y ASME. La información
sobre estos sistemas estándar de límites y ajustes
se puede encontrar en el Manual de la Maquinaria o en los
documentos de las normas que rigen los cuerpos. Coloque las
clases o calificaciones pueden ser designados utilizando valores
numéricos o el uso de códigos. En ISO 286-2:1988 y
ASME B4.2 – 1978 ( R2004 ) , los ataques se designan mediante los
códigos que representan a la grado de tolerancia o la
clase de gimnasia . Diferentes códigos se utilizan en los
estándares, pero las normas esencialmente proporcionar
información muy similar. Los gráficos se
consultaron a estas normas para determinar los límites de
tamaño necesario para las características de
ensamble. Los nominales tamaños se indican en el dibujo
seguido por el código aplicable.
Alternativamente, se pueden especificar las
tolerancias o límites equivalentes.
Típicamente estos ataques se
utilizan para ejes en cojinetes, presionando pasadores en los
agujeros, chavetas y chaveteras, o aplicaciones similares.
Curiosamente, estas clasificaciones ajuste no tienen en cuenta la
orientación o el error de posición entre las
partes, la parte características se supone que son
coaxiales . Muchos, si no la mayoría de las aplicaciones
de piezas, incluir características que están
sujetos a la orientación y / o la ubicación del
error. En estas situaciones es muy probable que se consigue un
ajuste virtual, como la separación real o interferencia
entre las características de acoplamiento se ve afectada
por la orientación aplicable
y tolerancias de
ubicación.
Las normas de clasificación de
ajuste incluyen tablas de ajustes estandarizados, cada uno con
poco más o menos relativa holgura o la interferencia. Dado
un tamaño nominal, el diseñador determina requisito
funcional de las partes ", y selecciona la apropiada en forma.
Los ajustes en cada tabla se agrupan para hacer frente a un
cierto conjunto de condiciones ( tales como la rotación de
alta velocidad o ajuste a presión la luz). Tamaños
nominales se indican con las correspondientes los límites
superior e inferior para el orificio del eje y . Los
límites superior e inferior son aplicado al eje nominal y
el agujero , lo que lleva a la forma deseada .
En las tablas de asignación de
ajuste, el agujero y el eje se derivan del mismo tamaño
nominal.
Un ajuste con huelgo siempre debe tener
espacio libre entre el eje y el orificio. la árbol de
tamaño máximo se ajusta en el orificio de
tamaño mínimo con holgura . Esto significa que el
agujero es siempre mayor que el eje . Normalmente, el requisito
funcional es que el ajuste permite la rotación o garantiza
espacio libre para otros fines. El propósito de un agujero
de paso es mantenerse fuera del camino de todo lo que pase a
través de él.
Transición adapta
Un ajuste de transición puede tener
holgura o la interferencia entre el eje y el orificio.
Esto significa que el agujero puede ser
mayor que el eje o el agujero puede ser menor que el eje.
Normalmente, el requisito funcional es que el ajuste es apretado,
ya sea hay una pequeña cantidad de holgura o la
interferencia es inmaterial.
Interferencia adapta (ataques de la
Fuerza)
Un ajuste de interferencia siempre debe
tener la interferencia entre el eje y el orificio.
El eje de tamaño mínimo se
ajusta en el agujero de tamaño máximo con la
interferencia. Este significa que el agujero es siempre menor que
la del eje . Normalmente, el requisito funcional
es un ajuste a presión , lo que
garantiza que el eje no se suelte del agujero.
Permisos Li y cabe en el contexto de la
geometría dimensional y tolerancia
Es importante recordar que estas
clasificaciones ajuste se discuten en términos de una
característica externa que se ajusta a una función
interna, sin consideración a la orientación
relativa y / o la ubicación de las funciones . Las
clasificaciones de ajuste asumen que la característica
externa y características internas están alineados
el uno al otro, y por lo tanto coaxial coincidir en
función del tipo de características.
Conclusiones
Se llego a la conclusión de que las tolerancias
geométricas son fundamentales en cualquier ámbito,
desde el diseño hasta la fabricación de piezas.
Todo dependerá de los costos para seleccionar el tipo de
métodos utilizados para identificar las tolerancias. Pero
es importante seguir ciertos análisis antes de empezar
algún proyecto para así seguir un estándar
que ya esta establecido por alguna organización y que
regula exactamente la fabricación de piezas.
Referencias
http://www.buenastareas.com/ensayos/An%C3%A1lisis-De-Tolerancias-Geometricas/44585623.html?_p=1
http://clubensayos.com//Tecnología/TOLERANCIAS-Y-TOLERANCIAS-GEOMETRICAS/426452.html
Autor:
Alejandro Amado Villa
Sandoval
Manuel Alberto Nava Lugo
Gilberto Robles Calzadias
Silvia Berenice Hernandez
Baquera
INSTITUTO TECNOLOGICO DE
CHIHUAHUA
ING. PEDRO ZAMBRANO
22/11/2013