Estudio de tiempo y movimiento, almacén principal y caja (página 2)
Los elementos deben ser todo lo breves posible. Se ha de
separar los elementos manuales de los de máquina, durante
los manuales es el operario el que puede reducir el tiempo de
ejecución según el interés y la habilidad
que tenga, puesto que dependen de las velocidades, avances, etc.
Que se hayan señalado.
3.10.3 Clases de elementos.
Elementos regulares y repetitivos: Son
los que aparecen una vez en cada ciclo de trabajo. Ejemplo: el
poner y quitar piezas en la máquina.
Elementos casuales o irregulares: Son
los que no aparecen en cada ciclo del trabajo, sino a intervalos
tanto regulares como irregulares. Ejemplo: recibir instrucciones
del supervisor, abastecer piezas en bandejas para alimentar una
máquina.
Elementos extraños: Son los
elementos ajenos al ciclo de trabajo y en general indeseables,
que se consideran para tratar de eliminarlos. Ejemplo: las
averías en las maquinas.
Elementos manuales: Son los que realiza
el operario y puede ser:
Manuales sin máquina: Con independencia de
toda máquina. Se denomina también libre, porque
su duración depende de la actividad del
operarioManuales con máquina: Con máquina
parada, como el quitar o poner una pieza.
Con la máquina en marcha, que se efectúa
el operario mientras trabaja la máquina
automáticamente. Aunque no intervienen en la
duración del ciclo, interesa considerarlos porque forman
parte de la saturación del operario.
Elementos de máquina: Son los que
realiza la maquina. Pueden ser:
De máquina con automático y, por lo
tanto, sin manipulación del operario.De máquina con avance manual, en cuyo caso la
máquina trabaja controlada por el operario.
Elementos constantes: Son aquellos cuyo
tiempo de ejecución es siempre igual; ejemplo, encender la
luz, verificar la pieza, atornillar y apretar una tuerca; colocar
la broca en el mandril.
Elementos variables: Son los elementos
cuyo tiempo depende de una o varias variables como dimensiones,
peso, calidad, etc. ejemplo, aserrar madera a mano, llevar una
carretilla con piezas a otro departamento.
3.10.4Técnicas de estudio de
tiempo
Cronometraje
Esta técnica se divide en dos partes:
1) Determinación del número de
ciclos a cronometrar2) Calculo del tiempo estándar. Para
efectuar la primera parte, inicialmente se selecciona el
trabajo o actividad a analizar y se definen los elementos en
que se divide la misma.
Datos Estándares
Los datos de tiempos estándar son los tiempos de
los elementos obtenidos en estudios en estudios que han
demostrados ser precisos y confiables; es la colección
estructurada de valores de tiempos normales para los elementos de
trabajo, codificados en forma tabular o gráficos. La
aplicación de los datos de tiempo estándar es, en
esencia, una extensión del mismo proceso usado para llegar
a los tiempos de suplementos a través del estudio de
tiempo con cronómetros.
Sistemas De Tiempos Predeterminados
Es un sistema basado en los tiempos de los movimientos
básicos usados para calcular el tiempo estándar
para nuevas tareas que resultan al cambiar
métodos.
Muestreo Del Trabajo
Es una técnica usada para investigar las
proporciones del tiempo total dedicadas a las diversas
actividades que constituyen una tarea o una situación de
trabajo. Es un método para analizar el trabajo tomando un
número grande de observaciones en intervalos aleatorios,
para establecer estándares y mejorar los
métodos.
Estimaciones Basadas En Datos
Históricos
Esta técnica refiere al analista que el estudio o
la investigación debe partirde datos ya
existentes.
Un estudio de tiempos no pretende fijar lo que tarda
un hombre en realizar un trabajo, ni es tampoco un procedimiento
para hacer caer al operario en el agotamiento físico; en
definitiva de lo que se trata es de establecer un tiempo de
ejecución que cualquier operario que conozca su trabajo
pueda hacerlo continuamente y con agrado.
La realización del estudio de tiempos es
necesario para:
Reducir los costos.
Determinar y controlar con exactitud los costos de
mano de obra.Establecer salarios con incentivos.
3.10.4 Equipos para el estudio de
tiempos
El equipo mínimo que se requiere para llevar a
cabo un programa de estudio de tiempos comprende un
cronómetro, un tablero o paleta de tiempos, formas
impresas para estudio de tiempos y calculadora de
bolsillo.
Cronómetros.
Los cronómetros son relojes mecánicos de
alta precisión y son empleados para el cálculo de
un tiempo específico. Entre ellos tenemos:
El cronómetro decimal de minutos (de
0.01)El cronómetro decimal de minutos de 0.001
min.El cronómetro decimal de
horaCronómetros electrónicos
auxiliados por computadora
Selección Del Operador Y Estrategia A
Seguir
El primer paso para iniciar un estudio de tiempos se
hace a través del jefe del departamento o del supervisor
de línea. Después de revisar el trabajo en
operación, tanto el jefe como el analista de tiempos deben
estar de acuerdo en que el trabajo está listo para ser
estudiado.
Trato Con El Operario
De la técnica usada por el analista del estudio
de tiempos para establecercontacto con el operario seleccionado
dependerá mucho la cooperaciónque reciba. A este
trabajador deberá tratársele amistosamente
einformársele que la operación va a ser estudiada.
Debe dárseleoportunidad de que haga todas las preguntas
que desee acerca de cosascomo técnica de toma de tiempos,
método de evaluación y aplicación
demárgenes.
Análisis De Materiales Y
Métodos
Tal vez el error más común que suele
cometer el analista de tiempos es elde no hacer análisis y
registros suficientes del método que se estudia. Laforma
impresa para el estudio de tiempos tiene espacio para un croquis
ouna fotografía del área de trabajo.
Registro De Información
Significativa.
Debe anotarse toda información acerca de
máquinas, herramientas demano, plantillas o dispositivos,
condiciones de trabajo, materiales en uso, operación que
se ejecuta, nombre del operador y número de tarjeta
deloperario, departamento, fecha del estudio y nombre del tomador
detiempos.
Posición Del
Observador
Una vez que el analista ha realizado el acercamiento
correcto con eloperario y registrado toda la información
importante, está listo para tomarel tiempo en que
transcurre cada elemento.
División De La Operación En
Elementos
Para facilitar la medición, la operación
se divide en grupos de therbligsconocidos como
"elementos".
A fin de descomponer la operación en sus
elementos, el analista debeobservar al trabajador durante varios
ciclos.
3.10.6Toma de tiempos
Existen dos técnicas para anotar los tiempos
elementales durante un estudio.
En el método continuo se deja
correr el cronómetro se lee en el punto terminal de cada
elemento, mientras las manecillas están en movimiento. En
el método continuo se leen las manecillas detenidas cuando
se usa un cronómetro de doble acción.
Lecturas De Regreso Vuelta A Cero
Esta técnica ("snapback") tiene ciertas ventajas
e inconvenientes en comparación con la técnica
continua. Esto debe entenderse claramente antes de estandarizar
una forma de registrar valores. De hecho, algunos analistas
prefieren usar ambos métodos considerando que los estudios
en que predominan elementos largos, se adaptan mejor al
método de regresos a cero, mientras que estudios de ciclos
cortos se realizan mejor con el procedimiento de lectura
continua.
La técnica de regresos a cero tiene las
siguientes desventajas:
Se pierde tiempo al regresar a cero la
manecilla; por lo tanto, se introduce un error acumulativo en
el estudio. Esto puede evitarse usando cronómetros
electrónicos.Es difícil tomar el tiempo de
elementos cortos (de 0.06 min. o menos).No siempre se obtiene un registro
completo de un estudio en el que no sehayan tenido en cuenta
los retrasos y los elementos extraños.No se puede verificar el tiempo total
sumando los tiempos de laslecturas elementales.
Lecturas Continuas
Esta técnica para registrar valores elementales
de tiempo es recomendable por varios motivos. La razón
más significativa de todas es, probablemente, la de que
este tipo presenta un registro completo de todo el periodo de
observación y, por tanto, resulta del agrado del operario
y sus representantes. El trabajador puede ver que no se ha dejado
ningún tiempo fuera del estudio, y que los retrasos y
elementos extraños han sido tomados en cuenta. Es
más fácil explicar y lograr la aceptación de
esta técnica de registro de tiempos, al exponer claramente
todos los hechos.
Número de ciclos a cronometrar
Un ciclo de trabajo es la secuencia de elementos que
constituyen el trabajo o serie de tareas en observaciones. El
número de ciclos en el trabajo que debe cronometrarse
depende del grado de exactitud deseado y de la variabilidad de
los tiempos observados en el estudio preliminar.
Es posible determinar matemáticamente el
número de ciclos que deberán ser estudiados como
objeto de asegurar la existencia de una muestra confiable, y tal
valor, moderado aplicando un buen criterio, dará al
analista una útil guía para poder decidir la
duración de la observación.
3.11Diagrama de Proceso
Es una representación gráfica de los pasos
que se siguen en toda una secuencia de actividades, dentro de un
proceso o un procedimiento, identificándolos mediante
símbolos de acuerdo con su naturaleza; incluye,
además, toda la información que se considera
necesaria para el análisis, tal como distancias
recorridas, cantidad considerada y tiempo requerido.
Con fines analíticos y como ayuda para descubrir
y eliminar ineficiencias, es conveniente clasificar las acciones
que tienen lugar durante un proceso dado en cinco
clasificaciones. Estas se conocen bajo los términos de
operaciones, transportes, inspecciones, retrasos o demoras y
almacenajes.

3.11.1 Análisis de los diagramas de
procesos
De los cuatro puntos importantes, materiales,
operaciones, inspecciones y tiempo,el primero que se analiza es
el de los materiales. Todos los materiales opcionales,los
acabados y las tolerancias se evalúan en cuanto a su
función, confiabilidad,servicio y costo.
Después, se revisan las operaciones en busca de
posibles métodos opcionales deprocedimiento,
fabricación, maquinado, o ensamblado y cambios de
herramienta yequipo. ¿Se pueden eliminar, combinar,
modificar o simplificar las operaciones?
Las inspecciones se analizan en busca de niveles de
calidad, para reemplazarlascon técnicas de muestreo
durante el proceso o por medio de la ampliación delpuesto
o de operaciones relacionadas.
Los valores de tiempo se revisan en función de
métodos y herramientasalternativas y por supuesto, del uso
de servicios externos para equipo de
aplicaciónespecial.
3.12T de student
Una variable aleatoria se distribuye según el
modelo de probabilidad t o Tde Student con k grados de
libertad, donde k es un entero positivo, si
sufunción de densidad es la siguiente:
La gráfica de esta función de densidad es
simétrica, respecto del eje deordenadas, con independencia
del valor de k, y de forma algo semejantea la de una
distribución normal🙁Ver gráfico
1)

Gráfico 1.
Distribución t de Student con 10 grados de
Libertad
Su valor medio y varianza son:

3.10 Almacén
Son aquellos lugares donde se guardan los diferentes
tipos de mercancía.La formulación de una
política de inventario para un departamento de
almacén depende de la información respecto a
tiempos de adelantos, disponibilidades de materiales, tendencias
en los precios y materiales de compras,es la fuente mejor de esta
informaciónEsta función controla físicamente
y mantiene todos los artículos inventariados, se deben
establecer resguardo físicos adecuados para proteger los
artículos de algún daño de uso innecesario
debido a procedimientos de rotación de
inventariosdefectuosos y a robos. Los registros se deben
mantener, lo cual facilitan la localización inmediata
delos artículos.
Función de los Almacenes
Mantienen las materias primas a cubierto de
incendios, robos y deterioros.Permitir a las personas autorizadas el acceso a las
materias almacenadas.Mantienen en constante información al
departamento de compras, sobre las existencias reales de
materia prima.Lleva en forma minuciosa controles sobre las
materias primas (entradas y salidas)Vigila que no se agoten los materiales
(máximos – mínimos).
Función de las Existencias
Garantizar el abastecimiento e inválida los
efectos de:
Retraso en el abastecimiento de
materiales.Abastecimiento parcial
Compra o producción en totales
económicos.
Equipos de Almacén
Estrategias y cajas o casilleros:
Puede aumentar mucho la eficiencia total y la
flexibilidad de los procedimientos que emplea el almacenamiento
mediante el uso de un equipo adecuado. En algunas
compañías, el departamento de conservación
constituye las estanterías, los casilleros,
compartimiento, entre otros, que se hacen con madera ordinaria y
contra enchapadas. Sin embargo, las estanterías de acero
se han hecho ya, de uso general que las de madera y pueden
comprarse a los fabricantes especializados del ramo en una gran
variedad de modelos y tamaños.
Función de
Recepción
La función de recepción, ya sea de una
unidad de la compañía o de un transportador
común, es la misma. Si el material se reciben de cualquier
otra fuente u otro departamento de la compañía, las
actividades de construcción, el procedimiento será
el mismo.
ImportanciaLa recepción adecuada de
materiales y de otros artículos es de vital importancia,
ya que una gran parte de las empresas tienen como resultado de su
experiencia centralizada la recepción total bajo un
departamento único, las excepciones principales son
aquellos grandes empresas con plantas múltiples. La
recepción está estrechamente ligada a la compra, ya
que probablemente el 70% de los casos, el departamento bajo la
responsabilidad del departamento de compra.
Proceso
Al recibir un envió: Se le someterá a
verificación para comprobar si está en orden y en
buenas condiciones, si el recipiente está dañado o
no se recibió el número de paquetes requeridos. Se
debe hacer la salvedad correspondiente inmediatamente y no se
podrá dar recibo de conformidad por el envió, esto
es esencial sin tomar en cuenta si el transporte es aéreo,
marítimo o terrestre, como se podría exigir para
dar fuerza a cualquier reclamo resultante sobre envíos
ocultos.
De Manera Similar: El material que recibe una
instalación de la compañía también
debe ser sometido a una inspección preliminar, antes de
introducirles en el área de almacenamiento, en el caso de
que en la inspección inicial se detecte materiales de
calidad inferior o en malas condiciones se le debe
rechazar.
Costos de Almacenamiento
Todo material almacenado genera determinados costos, los
cuales se denominan los costos de existencias, dependen de dos
variables; la cantidad en existencias y tiempo de permanencia en
existencias. Cuanto mayor es la cantidad y el tiempo de
permanencia, tantos mayores serán los costos de
existencias. El costo de existencias (CE es la suma de los
costos: el costo de almacenamiento (CA) y el costo de periodo
(CP).
CAPÍTULO IV
Marco
metodológico
4.1 Tipo de estudio
De acuerdo a la naturaleza del trabajo, se realizaran
unas serie deactividades, iniciándose con el levantamiento
de información hasta larealización de los
cálculos correspondientes a la determinación de
lostiempos empleados para la recepción revisión y
traslado de la mercancía, por parte de los empleados de
almacén y el tiempo que tarda el personal de caja en
atender a un cliente de la empresa TRAKI IVG plus.
Por lo anteriormente definido, en el presente estudio se
desarrollo unainvestigación de tipo experimental,
evaluativo y aplicada definido de lasiguiente manera:
De tipo experimental: Ya que permitió
registrar, analizar e interpretar el proceso como tal y como
se da su contexto natural.Se considera un estudio del tipo evaluativo, debido
a que su objeto es crear una idea clara, exacta y precisa de
lo que se hace en el proceso que se estudia, para de esta
manera analizar o enjuiciar el diseño de la
ejecución del proceso, a fin de corregir las
deficiencias e introducir los reajustes
necesarios.Aplicada: Basada en la realidad que se presenta en
estas actividades a través de la información
manejada y los resultados que se obtendrán se buscara
la aplicación de soluciones para la mejora de los
procesos.
4.2 Tipo de investigación
La investigación es de campo, puesto que
se aplicaron métodos y técnicas que permitieron la
recolección de datos de información directamente
relacionada con el proceso, donde se presentan los hechos. La
investigación se realizo directamente en el área de
trabajo donde se ejecutan las actividades, para ser observadas
con detenimiento, detallar los métodos de trabajo de los
operarios, las condiciones del lugar de trabajo y poder tomar los
tiempos correspondientes a cada actividad.
4.3 Población y muestra
TRAKI IVG PLUS cuenta con una población de 299
empleados, distribuidos en los diferentes niveles de la tienda,
para el área de almacén cuenta con 15 empleados, y
el área de cajas con un total de 32 cajeras, quepara el
desarrollo de esta investigación esta será la
muestra objeto de estudio, en total serán cuarenta y siete
(47) personas.
Los tiempos serán tomados en el turno comprendido
en el horario de lunes a viernes de 9:00 am a 5:00 pm.
4.4 Recursos
Entre los recursos y herramientas que serán
utilizadas para la recolección de información se
encuentran.
Lápiz y papel: Utilizados como medio de
apunte tanto en las entrevistas como en recolección de
datos durante la observación directa del proceso, debido a
su facilidad de manejo y bajo costo.
Cronómetro digital: Dicho
cronómetro es capaz de cronometrar tiempos en minutos,
segundos y horas. Es utilizado para realizar las correspondientes
mediciones del tiempo deduración de cada acción u
operación y para medir el tiempo de ejecución delos
elementos en estudio.
Calculadora: Siendo que los estudios de tiempos
requieren de numerosas operaciones matemáticas y no se
puede exagerar la precisión, la calculadora acelera el
proceso y hace que los resultados sean más
precisos.
Formularios: Con el propósito de guiar y
facilitar el procedimiento correcto, y la impresión de
datos se utilizara un formato el cual revela toda la
información necesaria en una sola hoja.
4.5 Procedimiento
La observación directa de cada uno de los
procesos realizado por el personal objeto del estudio,
además de las entrevistas informales, permitió la
recolección de la información pertinente sobre el
desarrollo de las tareas, puntos críticos, debilidades,
mejoras, opiniones para incentivar algunos cambios y
problemáticas.
Estas observaciones fueron realizadas de la siguiente
manera:
Se observaron, analizaron y consultaron a detalle
cada una de las actividades desempeñadas por los
trabajadores. Tomando nota de las descripciones.Se realizaron entrevistas no estructuradas al
personal. Para recibir información y sugerencias sobre
las tareas realizadas.Se definió la problemática presente
durante el desempeño de las actividades del personal
de almacén.Se realizaron las observaciones y tomas de tiempo y
de los movimientos a todo el personal de las diferentes
áreas del almacén y de cajas, con el fin de
recabar información para su posterior
análisis.Se analizó la información recogida con
el fin de desarrollar las recomendaciones en busca de la
optimización del proceso.Se realizaron los diagramas de proceso y flujo
recorrido correspondiente para cada área de
estudio.Se desarrollaron las posibles oportunidades de
mejoras para la minimización de los tiempos de
realización de las actividades del personal de
almacén y de cajas.
Una vez obtenido toda la información se
procedió a la realización deformatos para la
recopilación de los datos, los cuales facilitara
laanotación y el control de los tiempos obtenidos de los
procesos realizados por el personal.
Los formatos realizados y utilizados se observan
acontinuación:(Ver figuras 4 y
5)

Figura 4. Formato para
recolección de tiempos en almacén.
Fuente: elaboración
propia

Figura 5.Formato para
recolección de tiempos en el área de
cajas.
Fuente: elaboración
propia
CAPÍTULO V
Resultados
5.1 Descripción de la situación
actual
El personal del almacén principal de la empresa
TRAKI IVG. Plus .C.A. tiene como función recibir, revisar,
almacenar y enviar para ser surtidos el total de los
artículos que ingresan a la tienda. Por su parte el
personal de cajas es el encargado de realizar el cobro de la
mercancía llevadas por los clientes de la
tienda.
El estudio realizado abarcó todo el proceso de
revisión y almacenamiento de la mercancía,
así como también el proceso de cobro por parte del
personal de cajas, Basándose en las labores realizadas
mediante ordenes de trabajo programado. Además de evaluar
las actividades rutinarias y llevar un control de los tiempos de
ejecución de las mismas.
Primeramente se llevó a cabo el estudio minucioso
de cada una de las actividades llevadas a cabo por el personal,
tanto de almacén como del área de cajas. Los
resultados fueron plasmados en lo diagramas de procesos
presentados a continuación:
Arranque de turno del personal del almacén
principal
En este diagrama se puede visualizar los traslados,
operaciones y tiempos que utilizan las personas encargadas de
realizar las diferentes actividades dentro del
almacén.
Diagrama: Proceso
Proceso: Recepción y
revisión de mercancía
Inicio: Recepción
mercancía
Fin: Exhibición
Método: Actual
Seguimiento: Al personal
Fecha: 7/11/11

Al realizar el estudio se pudo visualizar que el sistema
de trabajo seleccionado se puede considerar como el más
conveniente debido a factores, como la distribución y el
tamaño del almacén, ylas instalaciones del mismo
cumplen con los requisitos básicos parala seguridad de sus
empleados en cuanto a la prevención de
accidentes.
5.2 Calificación de la
velocidad
Para la determinación de los tiempos en las
diferentes áreasestudiadas del almacén y de cajas,
se determinaron estándares de tiempos de los procesos,
tomándose en cuenta el mismofactor de calificación
del operario y factor de tolerancia.
Para llevar a cabo estos estudios se utilizó el
Método Westinghouse ya que con ello sepudo evaluar la
disposición por parte del trabajador a través de
laobservación directa midiendo la habilidad, el esfuerzo,
las condiciones en las que labora y la consistencia del
mismo.
Para el área de almacén los resultados
obtenidos fueron los siguientes:
Habilidad: este factor se encuentra en un
nivel elevado debido a que la mayoría de los
trabajadores poseen una trayectoria considerable en el
área de almacén, en consecuencia la experiencia
adquirida a través de los años le permite ser
ágil y rápido.Esfuerzo: hay que señalar que en el
campo laboral éste posee larapidez adecuada,
eficiencia considerable y gran habilidad.Condiciones: considerando el tipo de
trabajo que se esta realizando se debe indicar que aunque no
son las mas adecuadas tan poco son las mas
deplorable.Consistencia: el operario goza de una
estabilidad aceptable ya que elrendimiento es regular,
entiéndase que el horario no incide en
formadeterminante en el desempeño del
mismo.
Todo lo anterior se resume en una tabla que presenta la
clase, lacategoría y el porcentaje de eficiencia del
operario utilizando la tabla delSistema Westinghouse, la cual nos
permitió determinar el factor decalificación para
posteriormente obtener la Calificación de
Velocidad.
Los datos Obtenidos de este análisis se observan
en la tabla acontinuación:(Ver cuadro
5).

La calificación de Velocidad (Cv)
significa que como promedio el empleado trabaja un 17% de
eficiencia por encima del promedio.
Por medio de la ecuación TN =
T.P.S Cvse obtuvo los s de
Tiempos Normales y sabiendo que la empresa TRAKI IVG PLUS C.A.
Tiene 2 jornadas laborales de 9 am – 5 pm y de 2 pm a 10 pm
con 1 hora de descanso, siendo entonces la jornada de trabajo 7
horas continuas, es decir, 420 min/día
continuos.
Por parte de la descripción del trabajo,
realizando el enfoque hacia lascaracterísticas que definen
las tolerancias por fatiga se pudo llegar al
siguienteresultado:
Condiciones de trabajo
Temperatura: el lugar donde se está
realizando el estudio está cerradopor lo tanto es un
ambiente con circulación de aire continua, a través
del equipo de aire acondicionado central; con aproximadamente 26
°C < Temperatura = 28 °C.
Condiciones Ambientales: por la naturaleza del
trabajo el medio sepresenta con polvo, y otras partículas
por lo que los empleados uasistentes requieren utilización
de mascarillas de protección respiratoria.
Humedad: el ambiente es seco debido a,
que por el tipo de mercancía almacenada requiere este tipo
de ambiente con menos de un 30% de humedad relativa.
Nivel de ruido: se labora dentro de un ambiente
con sonidos intermitentes, son de naturaleza constante, pero con
un nivel aceptable u tolerable para el trabajador.
Iluminación: el ambiente posee luz donde
el resplandor continuo altrabajo debido a que se labora en una
jornada diurna y nocturna; se utiliza la iluminación
artificial.
Repetitividad
Duración del trabajo: la
operación es continua, ya que se realiza el mismo proceso
en todo el turno.
Repetición del ciclo: el ritmo de
trabajo es de ocurrencia continuos ymonótonas siendo los
movimientos, patrones que se ejecutan siempre para el buen
desempeño de la labor.
Esfuerzo físico: el proceso se realiza
de forma manual, el esfuerzo se realiza al momento del traslado
de la mercancía.
Esfuerzo mental o visual: se presenta una
atención mental y visualcontinua por ser un proceso
repetitivo, el trabajador está atento al conteo de la
mercancía así como la revisión de su
estado.
Posición De Trabajo
Parado, moviéndose, altura de trabajo:
la realización del trabajo essentado, poniéndose de
pie al momento del traslado de la mercancía. Se realiza
movimientos continuos.
Ya definido los factores de fatiga, se presenta a
continuación de maneraresumida los grados y puntos
asignados a cada factor.(Ver cuadro 6)
Factor | Grado | Puntos | ||
Temperatura | 3 | 15 | ||
Condiciones ambientales | 4 | 30 | ||
Humedad | 2 | 10 | ||
Nivel de ruido | 4 | 30 | ||
Iluminación | 3 | 15 | ||
Duración de trabajo | 2 | 40 | ||
Repetición del ciclo | 4 | 80 | ||
Esfuerzo físico | 1 | 20 | ||
Esfuerzo mental o visual | 3 | 30 | ||
Posición de trabajo | 2 | 20 | ||
Total de puntos | 290 | |||
Cuadro 6.Factores de fatiga de los
trabajadores de almacén.
Con los 290 puntos obtenidos y con una jornada de
trabajo de 8 horas/día (480 min.) tenemos una clase E1 y
un rango entre 290 y 296con un porcentaje de concesión por
fatiga de 21% (0,21);(Ver anexo 2). Con estos
datosobtenemos la fatiga mediante la fórmula:

Para la determinación de tolerancias fijas se
tiene:
Almuerzo: 60 min; está pautado de 12:00pm a
1:00pm para un grupo de trabajadores y de 1:30pm a 2:30, para
el grupo siguiente.Tiempo de preparación para iniciar
operaciones (TPI): 10 min; en estetiempo es preparada el
área de trabajo, y se colocan los equipos de
protección personal.Tiempo de preparación al final (TPF): 10 min;
en este tiempo serealizan las operaciones de ordenamiento y
limpieza del área de trabajo.Necesidades personales: 15 min, acotando que este
valor es la sumade todos los tiempos empleados por el
operario durante la jornada detrabajo, esto involucra el
cambio de ropa al comienzo de la actividad asícomo los
empleados para las necesidades personales, los concede
laempresa.
Por lo tanto la jornada de trabajo efectiva
es:

5.3 Estudio de tiempo
Previo al estudio de tiempo, se realizó un
diagnóstico del proceso llevado a cabo por los empleados
de almacén y cajas de TRAKI IVG PLUS, con el fin de
identificar los elementos que intervienen en el mismo. De esta
manera se logró el registro inicial de las actividades
relacionadas en el proceso y las variables que lo
afectan.
El estudio de tiempo, se llevó a cabo con el fin
de establecer el tiempo utilizado por los diferentes grupos de
trabajo. Para ello se realizaron las observaciones directas al
personal encargado de realizar dicha actividad, a lo largo de
todo el proceso, midiendo con un cronómetro
repetitivamente la operación y considerando cada detalle
para desechar los tiempos no productivos y establecer el tiempo
efectivo del elemento.
Tamaño de la muestra
Para la elaboración de este estudio se
tomó en cuenta el proceso de revisión y
distribución de mercancía del personal de
almacén, así como el proceso llevado a cabo por el
personal de caja en TRAKI IVG PLUS,Para hacer esto se
utilizó un cronometro, empleando el método de
vuelta cero,debido a que así se obtiene directamente el
tiempo empleado para cadaoperación, así como
también, se comprueba la estabilidad o inestabilidad
deloperario en la ejecución de la actividad
realizada.
No obstante, se debe tomar en cuenta que este
método puede no sertan preciso, ya que se pierde
algún tiempo por la reacción mental del
analistapara el uso del cronómetro; asimismo, no se
registran posibles elementosextraños que pudieran influir
en el ciclo de trabajo.
Luego de estas acotaciones los tiempos obtenidos
expresados en minutos fueron los siguientes: (ver cuadro
7)
Personal de almacén

Cuadro 7. Tiempos obtenidos del
personal de almacén
En dicha tabla se colocó los tiempos promedios
cronometrados, tomados por observación vuelta a cero,
excluyendo aquellos tiempos que contenían elementos
extraños.
Calculo de la desviación estándar de
la muestra:

Determinación de la confiabilidad del
estudio.
El nivel de confianza seleccionada para la muestra de n
= 10, en estudio es NC = 95% y S = 5%
Cálculo del tiempo promedio seleccionado
(TPS).

Cálculo del Tiempo Normal.
El cálculo del tiempo requerido por el trabajador
para llevar a cabo sus labores dentro del almacén,
serealiza de la siguiente manera:

Cálculo del intervalo de confianza o
límite de control máximo (LCM)
Para este estudio se toma el límite de control
superior para los cálculos posteriores, de modo que se
garantice que las muestras satisfagan el coeficiente de confianza
(().
Cálculo del intervalo de la
muestra

Im = 1,551 min.
Criterio de decisión

Para el proceso de revisión conteo y traslado de
mercancía el tiempo promedio obtenido fue de 3,702
minutos. Al analizar este proceso se pudo observar que el tiempo
ideal de trabajo para la realización de esta tarea (menor
tiempo observado) fue de 1,14 minutos.
Las variaciones en las observaciones se deben a muchos
factores como, la cantidad de mercancía que puede traer
los bultos o cajas, las cuales provienen de la distribuidora
empaquetadas en bultos de diferentes tamaños, como son de
24, 48, 72, y 120 piezas. Y al momento de encontrarse alguna
mercancía dañada, el paquete debe ser embalado de
nuevo y devuelto.
El tiempo recomendado para que el personal realice su
labor sin ningún contratiempo puede oscilar entre los 3 y
5 minutos para cubrir las expectativas y reducir los tiempos
producidos por las demoras mencionadas. Este estudio se realizo
en una jornada de trabajo de 9.00 am a 5:00 pm.
5.4 Distribución de personal
Con los cálculos de suplementos previamente
desarrollados se puede determinar el tiempo requerido para que un
trabajador descanse de acuerdo al área de trabajo y
según la jornada diaria que desempeña; con estos
tiempos también podemos determinar el porcentaje de carga
de trabajo del total del personal en cada área de
almacén, y establecer el número adecuado de
personas que se necesitan para cumplir con las actividades que
desempeña dicha área.
Carga de trabajo
Se necesita establecer cual es la carga de trabajo del
personal queejecuta las actividades dentro del almacén y
el área de cajas, por loque se debe conocer la
proporción de trabajo con la que se ejecutan laslabores,
las cuales fueron tomadas por medio de la observación
directa, acontinuación se presenta la ecuación para
calcular la carga de trabajo:

Cálculo del tiempo total de trabajo y
atención.
Luego de medir las labores de mantenimiento y obtener el
tiempopromedio de duración, el número de personas
que realizaron las actividades, conjuntamente con la frecuencia,
se procedió a calcular el tiempo total de trabajo y
atención (T.T.T.A) para cada una de las actividades
realizadas por el personal, mediante la siguiente
ecuación:
![]()
T.T.T.A= Tiempo Total de Trabajo y
Atención
FE=Frecuencia en que se Ejecutan las
Actividades
Nº= Número de Personas que Realizan el
Mantenimiento
TP=Tiempo Promedio
5.5 Requerimiento de fuerza laboral
Se refiere a la fuerza laboral necesaria para el
cumplimiento de las diferentes actividades llevada a cabo en el
área de almacén y de cajas.

T.T.T.A= Tiempo Total de Trabajo y
Atención
TD= Tiempo Total de turno-Demoras inevitables
TD=T.T.T-%DI
Sustitución de datos obtenidos durante el
estudio de tiempo
Con el conocimiento de estas formulas y los datos
obtenidos previamente en el estudio de tiempo realizado, se
procede a calcular el requerimiento necesario de trabajadores
para el área de almacén y cajas.
Sabiendo que 8 horas de trabajo diario equivale a 480
min, se diceque el tiempo total de turno es 480
min/turno.
Se calcula el tiempo total de trabajo y atención
mediante:

Una vez obtenido el TTTA, se procede a calcular la carga
detrabajo, obteniendo el factor de concesiones
primeramente:

El requerimiento que permite saber la cantidad de
personal real que es necesaria para realizar las actividades
dentro del almacén,esta determinación se fundamento
en la información obtenida delmuestreo de trabajo que se
realizo, con el fin de determinar laproporción de trabajo
real.

El tiempo disponible resulto de la resta del tiempo
total de turno, ylas demoras inevitables como se muestra a
continuación:
TD = TTA – % DI
TD = 480 min/turno – 95 min
TD = 385 min/turno
Sustituyendo en la ecuación de requerimiento de
personal:

El requerimiento obtenido es de 16 personas, lo que
quiere decir que de acuerdo al número de personas que se
encuentran trabajando actualmente en el almacén que es de
15 personas, se hace necesaria lo contratación de una
persona más para así llevar a cabo todas y cada una
de la actividades dentro del almacén. Así como
también llevar a cabo un estudio de costos para verificar
si es rentable o no contratar ese número de
personas.
Análisis de costos estimado para
contratación de personal según
requerimiento
Se requiere contratar la cantidad de una persona para
cubrir el déficit de Fuerza Laboral en el departamento de
almacén. Según el requerimiento de
personalobtenido.
El servicio contempla la contratación de un
almacenista para laborar bien sea en el turno fijo de 9:00 am a
5:00 pm o en el de 2:00 pm a 10:00 pm.
Tabla Nº 1 Cálculo de Mano de Obra,
para (1) Almacenista.
Sueldo básico: 1.873,60

Fuente: Dpto. Recursos
Humanos.
Tabla Nº 2Cálculo de días
efectivamente trabajados

Fuente: Dpto. Recursos
Humanos.
Tabla Nº 3 Matriz de cálculo del
costo asociado al Salario (CAS)

Fuente: Dpto. Recursos
Humanos.
Costo total de mano de obra = (2,198.00 x 12) +
CAS
Costo total de mano de obra =26,376.00 +
7,530.39
Costo total de mano de obra = 33,906.39
Bs/año
Arranque de turno del personal de
cajas
En este diagrama se puede visualizar el proceso llevado
a cabo por el personal de cajas, al momento de atender un
cliente.
Diagrama: Proceso
Proceso: Cobro de
mercancía
Inicio: Recepción
mercancía
Fin: Salida del cliente
Método: Actual
Seguimiento: Al personal
Fecha: 7/11/11

Para en el área de cajas se llevo a cabo el
mismo estudio, dando como resultado:
Habilidad: este factor se encuentra en un
nivel elevado ya que la mayoría de los trabajadores
poseen experiencia en el área de caja, gracias a esto
pueden ser ágil y rápido.Esfuerzo: cabe destacar que el personal
posee larapidez adecuada, eficiencia considerable y gran
habilidad.Condiciones: considerando el tipo de
trabajo que se esta realizando se debe indicar que las
condiciones son las mas adecuadas.Consistencia: el empleado goza de una
estabilidad aceptable ya que el rendimiento es
regular.
Todo lo anterior se resume en la siguiente tabla:
(ver cuadro 8)

Cuadro 8.Eficiencia del personal
de caja
Cv = 1 c Cv = 1 + 0,19 Cv = 1,19
La calificación de Velocidad (Cv) significa que
como promedio el empleado trabaja un 19% de eficiencia por encima
del promedio.
Realizando el enfoque hacia lascaracterísticas
que definen las tolerancias por fatiga se pudo llegar al
siguienteresultado.
Condiciones de trabajo
Temperatura: el lugar es un ambiente con
circulación de aire continua, por el equipo del aire
acondicionado central; con aproximadamente 26 °C <
Temperatura = 28 °C.
Condiciones Ambientales: por ser un espacio
abierto de gran tamaño el medio sepresenta con polvo, y
otras partículas. Pero por necesitar de buena presencia
por parte del empleado, no se permite el uso de mascarillas de
protección respiratoria.
Humedad: el ambiente es seco debido a
que la mayoría de los productos en venta requiere este
tipo de ambiente.
Nivel de ruido: se labora dentro de un ambiente
con sonidos intermitentes, son de naturaleza no constante, con un
nivel aceptable para el trabajador.
Iluminación: el ambiente posee luz
constante; se utiliza la iluminación
artificial.
Repetitividad
Duración del trabajo: la
operación es continua, ya que se realiza el mismo proceso
en todo el turno.
Repetición del ciclo: el ritmo de
trabajo es de ocurrencia continuos ymonótonas siendo los
movimientos, patrones que se ejecutan siempre para el buen
desempeño de la labor.
Esfuerzo físico: el proceso se realiza
de forma manual, el esfuerzo físico se considera
mínimo.
Esfuerzo mental o visual: se presenta una
atención mental y visualcontinua por ser un proceso
repetitivo, el trabajador está atento al conteo del dinero
así como la revisión de la
mercancía.
Posición De Trabajo
Parado, moviéndose, altura de trabajo:
la realización del trabajo essentado, poniéndose de
pie al momento del traslado de la mercancía. Se realiza
movimientos continuos.
Ya definido los factores de fatiga, se presenta a
continuación de maneraresumida los grados y puntos
asignados a cada factor.(Ver cuadro 9)

Cuadro 9. Factores de fatiga de
los trabajadores de cajas.
Con los 265 puntos obtenidos y con una jornada de
trabajo de 8 horas/día (480 min.) tenemos una clase D2 y
un rango entre 262 y 268 con un porcentaje de concesión
por fatiga de 17% (0,17); con estos datos obtenemos la fatiga
mediante la fórmula:

Para la determinación de tolerancias fijas se
tiene:
Almuerzo: 60 min; está pautado de 12:00pm a
1:00pm para un grupo de trabajadores y de 1:30pm a 2:30, para
el grupo siguiente.Tiempo de preparación para iniciar
operaciones (TPI): 10 min; en estetiempo es preparada el
área de trabajo.Tiempo de preparación al final (TPF): 15 min;
en este tiempo serealizan las operaciones de cierre de cajas
y ordenamiento y limpieza del área de
trabajo.Necesidades personales: 15 min, acotando que este
valor es la sumade todos los tiempos empleados por el
operario durante la jornada detrabajo, esto involucra los
empleados para las necesidades personales, los concede
laempresa.
Por lo tanto la jornada de trabajo efectiva
es:

Estudio de tiempo para el personal de
cajas
Para el personal
del departamento de cajas se llevo a cabo el mismo estudio,
realizando las actividades antes mencionadas. Los tiempos
obtenidos fueron los siguientes(Ver cuadro
10)

Cuadro 10.Tiempos obtenidos del
personal de cajas.
En dicha tabla se colocó los tiempos promedios
cronometrados, tomados por observación vuelta a cero,
excluyendo aquellos tiempos que obviamente contenían
elementos extraños.
Cálculo de la Desviación
Estándar de la muestra.

Determinación de la confiabilidad del
estudio.
El nivel de confianza seleccionada para la muestra de n
= 10, en estudio es NC = 95% y S = 5%
Cálculo del tiempo promedio seleccionado
(TPS).

Calculo del tiempo normal

Calculo del tiempo estándar

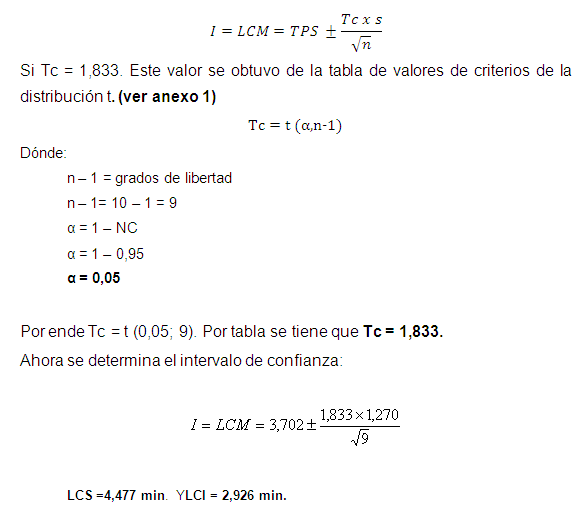
Cálculo del intervalo de confianza o
límite de control máximo (LCM)

Si Tc = 1,833. Este valor se obtuvo de la tabla de
valores de criterios de la distribución t. (ver anexo
1)

Cálculo del intervalo de la
muestra

Grafico 3. Limites de control de
los tiempos del personal de cajas
Fuente: Elaboracion propia
Para el proceso de cobro de mercancía el tiempo
promedio obtenido fue de 2.604 minutos. Al analizar el proceso se
observó que el tiempo ideal de trabajo para la
realización de esta tarea (menor tiempo observado) fue de
1,06 minutos puesto que el cliente va a poder interactuar con los
demás procesos, en el menor tiempo posible y con la mayor
eficacia que el proceso pueda brindar.
Las variaciones en las observaciones se deben a muchos
factores como, la cantidad de mercancía llevada por el
cliente, el método de pago utilizado, ya que si se cancela
con tarjetas de débito o crédito muchas veces se
presentan problemas con las líneas de los puntos de venta
y se retrasa el proceso.
El tiempo recomendado para que el cliente este
satisfecho con el servicio pueda oscilar entre los 2 y 3 minutos
para cubrir todas las necesidades y expectativas del cliente y
reducir los tiempos producidos por las demoras mencionadas. Este
estudio se realizó en una jornada de trabajo de 9.00 am a
5:00 pm
Distribución del personal
Para el personal de caja se llevo a cabo el mismo
estudio de carga de trabajo y de fuerza laboral dando como
resultado lo siguiente.
Se calcula el tiempo total de trabajo y atención
mediante:

El tiempo disponible resulto de la resta del tiempo
total de turno, ylas demoras inevitables como se muestra a
continuación:

El requerimiento obtenido es de 35 personas, lo que
quiere decir que de acuerdo al número de personas que se
encuentran trabajando actualmente en el área de cajas que
es de 32 personas, se hace necesaria lo contratación de 3
personasmás para así llevar a cabo todas las
labores de atención a los clientes con el menor tiempo de
demora posible.
Se requiere contratar la cantidad de tres (3) personas
para cubrir el déficit de Fuerza Laboral el área de
cajas. Según el requerimiento de
personalobtenido.
Cálculo de Mano de Obra, para (3)
Cajeros.
Se lleva a cabo los mismos cálculos realizado
para el personal de almacén, dando como
resultado:
Sueldo básico: 1.873,60
Costo total de mano de obra = (2,198.00 x 3 x 12) +
CAS
Costo total de mano de obra =79,128.00 +
7,530.39
Costo total de mano de obra = 86,658.39
Bs/año
Conclusiones
Partiendo del análisis de los resultados
obtenidos en la investigación realizada se derivan las
siguientes conclusiones:
1. Por medio de los diagramas de procesos y los
de flujo o recorrido se plasmó la información
de manera detallada con los respectivos tiempos y distancias
involucrados en el proceso, y esto a su vez permitió
identificar las actividades innecesarias, así como
evidenció la buena distribución del
almacén.2. De acuerdo a las mediciones de tiempo
realizadas en el área de almacén se puede
concluir que el TPS es de 3,072 minutos, y para el
área de cajas es de 2,604 minutos.3. El tiempo normal que emplea el trabajador
para realizar el proceso de revisión de
mercancía es de 4,3313 minutos el cual representa el
tiempo necesario por el empleado promedio para ejecutar el
proceso sin ninguna demora por necesidades personales ni
retrasos inevitables.4. Por otra parte el tiempo normal para el
área de las cajas fue de 3,098 minutos. Que es el
tiempo normal en el que una cajera realiza el cobro de la
mercancía llevada por el cliente, si presentarse
ningún retraso.5. Aplicando el método
sistemático, se asignan las tolerancias por fatiga, se
suman a las necesidades personales, lo cual conduce a la
atribución de concesiones por concepto de tolerancias
variables de 72,90 minutos para el área de
almacén, en tanto que para el área de caja el
tiempo obtenido fue de 61,02 minutos.6. Los requerimientos de personal para el
área del almacén es de una persona y para el
área de cajas es de 3 personas.7. De acuerdo al requerimiento de fuerza
laboral, se calculo el costo total de servicio de
contratación estimado para 1 almacenista y 3 cajeros,
donde se obtuvo un valor total de33,906.39 Bs/año,y
86,658.39 Bs/año respectivamente, considerando el
salario básico y los costos asociado al salario del
trabajadorde TRAKI IVG PLUS C.A.
Recomendaciones
Tomando como referencia los resultados y las
conclusiones obtenidas en la investigación, se recomienda
la aplicación de las siguientes acciones:
1. Considerar los tiempos promedios determinados para
cada uno de los procesos analizados.
2. Los empleados deben contar con un programa de
entrenamiento o inducción más avanzado al momento
de su ingreso a la empresa para que su desempeño dentro de
la misma sea el óptimo.
3. Los jefes deben mantener un buen trato hacia los
empleados para que estos se sientan cómodos y haya un
ambiente ameno de trabajo. Así como también
mantener una supervisión constante sobre los diferentes
empleados, con el fin deevitar ocio, ausencia u otras demoras
evitables, y de esta maneraaumentar la eficiencia del
trabajador.
4. Dotar y mantener un suministro constante de
implementos de seguridad para los trabajadores del
almacén, es decir, guantes, botas, mascarillas,
gafasprotectoras, y otros que se considerennecesarios a fin de
evitar cualquier tipo de accidentes o lesiones.
5. Con los resultados obtenidos del costo de mano de
obra, Realizar un estudio más a fondo, de factibilidad y
costos con el fin de determinar si es rentable o no contratar el
requerimiento de personal.
6. Continuar realizando estudios de este tipo dentro de
los diferentes departamentos de la empresa para llevar un control
continuo de los procesos en miras de que estos aporten valor,
especialmente en el desempeño y eficiencia globales de la
organización, así como en su eficacia.
Bibliografía
FRED, Meyer. Estudio de tiempos y movimientos para la
manufactura ágil(2da Ed.)Pearson Educación.
México.
KRICK., E. Ingeniería de
Métodos. (10maEd.). Editorial Limusa
S.A. México.
MAYNARD. (1996). Manual del Ingeniero
Industrial. (4taEd.)
Editorial McGraw – Hill.
México.
NARVÁEZ, Rosa. (1997). Orientaciones
prácticas para laElaboración de informes de
investigación. (2da Ed.) Venezuela:
EdicionesUNEXPO.
NIEBEL. (2001). Ingeniería
Industrial. Métodos Tiempos y
Movimientos. Editorial Alfa omega.
México.
http://traki.com/Descripción de
la empresa
www.google.com. Estudio de tiempos y
movimiento
http://www.gestiopolis.com/canales/gerencial/articulos/no%2010/tiemposymovimientos.htm
Apéndices
APÉNDICE 3. Formato de
Concesiones, personal de almacén

Anexo 4. Concesiones por fatiga del
personal de cajas

APÉNDICE 1. Layout Actual Almacén
principal

APÉNDICE 2.Layout actual área de
cajas

ANEXOS
Anexo 1. Tabla de distribución T"
de student

Anexo 2.Tabla de datos de concesiones
por fatiga

Anexo 3. Área de
almacén

Anexo 4. Ascensor de
carga

Anexo 5. Almacén
principal

DEDICATORIA
A Diospor no abandonarme en lo largo del
camino.
A mi tía Leila Marval† (llella) por
haber sido una segunda madre para mí. Me hubiese gustado
compartir este logro contigo.
A mis padrespor la confianza el amor y los
años de sacrificio por mi hermana y por
mí.
A mi hermana porque a pesar de lo largo y duro
del camino pudimos superarlo y darle la satisfacción a
nuestros padres.
"Esto es por y para ustedes".
Pablo Guevara
AGRADECIMIENTOS
En el transcurso del largo camino de esta etapa de mi
vida he tenido la dicha de cruzarme con excelentes personas, que
de una u otra forma han colaborado con mi desarrollo como persona
y como profesional, por tal motivo agradezco:
A Dios por darme cada día de mi vida y
permitirme conocer a esas grandes personas.A Mis padres MerciMarval y Argenis Guevara, porque a
pesar de la distancia siempre estuvieron ahí con todo
su apoyo, por creer en mí y no abandonarme nunca. No
existen palabras para expresar lo agradecido que
estoy.A Mi hermana Mercedes aunque seamos tan distintos
siempre supimos apoyarnos a nuestro modo.A Mi tía-abuela María Marval y Numa
Troncones, por brindarme un hogar, y todo su
apoyo.A Mis tíos(a) Celina, Guzmán, Isidora,
Mimita, Yoletzi, por estar siempre pendiente de mí y
todo el afecto que me dan.A Mis primos y primas que de alguna u otra forma
estuvieron ahí cuando los necesite, y por ser tantos
no puedo nombrarlos a todos.A Mis amigos(a) Cedeño Deivis, FinolLucidio,
Garcia Fernando,Velázquez Eduardo, Rodríguez
Lianeth, Pérez Astrid, que más que amigos son
como hermanos.A Angela Figuera desde que llegaste a mi
vidatú alegría, tu amor y tu apoyo
incondicional fueron un motor que me dio más fuerza y
más aliento para continuar este duro camino, Te
amo.A Las licenciadas Luisa Sánchez Y Nancy
Navea, y todo el personal de URDBEPO, por toda la ayuda
brindada durante mi vida universitaria.A mi tutor industrial Héctor Gutiérrez
por la oportunidad y toda la ayuda brindada.A La empresa TRAKI IVG PLUS, en especial al personal
de recursos humanos por permitirme realizar la
investigación en sus instalaciones y otorgarme toda la
información necesaria.A mi Tutor académico Iván Turmero por
toda la ayuda y los conocimientos brindados antes durante y
después de este trabajo.A las familias Figuera Valdez, Gilly Valdez,
Guilarte Medrano, Salazar Moreno, Por todo el apoyo, aprecio
y cobijo que me han brindado.
A todos muchas gracias.
Pablo Guevara
 UNIVERSIDAD NACINAL EXPERIMENTAL
UNIVERSIDAD NACINAL EXPERIMENTAL
POLITÉCNICA
"ANTONIO JOSÉ DE SUCRE"
VICE-RECTORADO PUERTO ORDAZ
DEPARTAMENTO INGENIERÍA
INDUSTRIAL
PRÁCTICA
PROFESIONAL
Guevara Marval, Pablo Cecilio
ESTUDIO DE TIEMPO Y MOVIMIENTO DEL
ALMACÉN PRINCIPAL Y ÁREA DE CAJAS DE LA EMPRESA
TRAKI IVG PLUS, C.A.
Trabajo de investigación que se presenta ante el
Departamento de Ingeniería Industrial como requisito
académico para aprobar la PRÁCTICA
PROFESIONAL.
___________________
___________________
Msc. Ing. Iván Turmero Econ.
Héctor Gutiérrez
(Tutor Académico) (Tutor
Industrial)
CIUDAD GUAYANA MARZO DE
2012
Autor:
Pablo C. Guevara M.
Enviado por:
Tutor Académico:
MSc. Ing. Iván
Turmero
Tutor Industrial: Econ. Héctor
Gutiérrez
Fecha: Marzo 2012
UNIVERSIDAD NACIONAL EXPERIMENTAL
POLITÉCNICA
"ANTONIO JOSÉ DE SUCRE"
VICE-RECTORADO PUERTO ORDAZ
DEPARTAMENTO INGENIERÍA
INDUSTRIAL
PRÁCTICA
PROFESIONAL
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |