El diagrama causa-efecto es un vehículo para
ordenar, de forma muy concentrada, todas las causas que
supuestamente pueden contribuir a un determinado efecto. Permite
lograr un conocimiento común de un problema complejo, sin
ser nunca sustitutivo de los datos.
A continuación se muestra, Figura 3, como se
forma un diagrama causa-efecto, con la forma de una espina de
pescado.

Fuente: Tomado de INTERNET (2009)(18)
Grafica 3: Modelo de Diagrama Causa
Efecto.
2.5.2.3 Histograma o Diagrama de
Dispersión:
Un histograma es una representación
gráfica de una variable en forma de barras, donde la
superficie de cada barra es proporcional a la frecuencia de los
valores representados. En el eje vertical se representan las
frecuencias, y en el eje horizontal los valores de las variables,
normalmente señalando las marcas de clase, es decir, la
mitad del intervalo en el que están agrupados los
datos.
Se utiliza cuando se estudia una variable continua, como
franjas de edades o altura de la muestra, y, por comodidad, sus
valores se agrupan en clases, es decir, valores continuos. En los
casos en los que los datos son cualitativos
(no-numéricos), como sexto grado de acuerdo o nivel de
estudios, es preferible un diagrama de sectores. Ver figura
4

Fuente: Tomado de INTERNET (2009)
(19)
Grafica 4: Modelo de
Histograma.
Técnicas de
Participación:
Son consideradas Técnicas de predicción a
cerca de las causas probables causantes de un efecto o
resultado
Técnica Delphi: cuyo objetivo es obtener
de un grupo de expertos seleccionados el consenso mas seguro,
acerca de una situación o evento en particular. La
participación se logra desde cada sitio de trabajo
respondiendo una serie de cuestionarios que culminan con una
decisión mayoritariamente aceptada por los participantes
en las decisiones.
Técnica Nominal de Grupo (TNG): Los
miembros del grupo interaccionan muy poco y aportan sus
decisiones de manera individual sumando después sus
resultados y utilizando la votación como medio de
conseguir una valoración grupal. Con más de doce
integrantes se trabajará en subgrupos para seleccionar
unas ideas antes de continuar con el grupo completo. Con
esta participación se busca se logra una mayoría
por consenso, identificando con la decisión tomada y
creando un ambiente propicio para la puesta en marcha del cambio
planificado.
2.5.3 Herramientas a utilizar en la Fase de
Planificación:
2.5.3.1 Diagrama de Gantt:
Es una popular herramienta gráfica cuyo objetivo
es mostrar el tiempo de dedicación previsto para
diferentes tareas o actividades a lo largo de un tiempo total
determinado. A pesar de que, en principio, el diagrama de Gantt
no indica las relaciones existentes entre actividades, la
posición de cada tarea a lo largo del tiempo hace que se
puedan identificar dichas relaciones e interdependencias, recoge
en las filas la relación de actividades a realizar y en
las columnas la escala de tiempos que se esté manejando,
mientras la duración y situación en el tiempo de
cada actividad se representa mediante una línea dibujada
en el lugar correspondiente. Ver Figura 5

Fuente: Tomado de INTERNET
(20)
Grafica 5: Modelo de Diagrama de Gantt
MODELO DE PRODUCTIVIDAD TOTAL
(MPT)
Es la relación entre la producción total y
la suma de todos los factores de insumo que se utilizan para
obtener un bien o producto. Así la medida de productividad
total refleja el importe conjunto de todos los insumos al
fabricar los productos, Con la productividad total a diferencia
de la parcial, garantiza el hecho de no sobre estimar
ningún recurso o insumo que participe en el proceso de
producción, puesto que existen factores de mayor
importancia que otros, por su uso o relevancia en la empresa, lo
cual en caso de poca descripción puede generar falso o
erróneas conclusiones sobre la toma de decisiones
organizacionales. Esto se determina en empresa donde los costos
de mayor incidencia para la producción lo determina la
materia prima, dejando la mano de obra con porcentaje muy bajos
para calcular la productividad, por cuanto es necesario evaluar
una factor que diga de forma general cuán bien esta la
organización para obtener el valor real de la
productividad total.
2.6.1 El Modelo Básico de la Productividad
Total:
El modelo de productividad total es un modelo
básico a partir del cual se han derivado. Está
basado en una medida de productividad total y un conjunto de
cinco (5) medidas de productividad parcial. El modelo se puede
aplicar en cualquier empresa manufacturera u organización
de servicio. La productividad total como se define en el MPT,
SUMANTH (1990) (21) está dada por:
Debe hacerse notar que aquí la producción
en estos casos se refiere a todos los artículos producidos
y que los insumos se refieren a todos lo recursos que se consumen
o gastan fabricar esta producción. Estos de la misma
manera deben ser expresados en la misma unidad de valor, debido a
que no todos los elementos tienen las mismas unidades.
Cabe destacar que una medida agregada de productividad
total no ayuda a la organización a discernir sobre la
rentabilidad de sus procesos o servicios. Por lo cual el MPT
ayuda debido a que aporta índices de productividad total a
nivel empresa, para indicar el grado de salud productiva y la
rentabilidad de sus salidas. A continuación se enlistan
algunas de sus principales características:
a) Proporciona índices de productividad
tanto agregados (toda la empresa) y detallado (unidad
operativa)b) Señala que unidades operativas tienen
utilidades y cuáles no.c) Muestra que recurso de insumos se utiliza de
manera ineficiente, buscando acciones correctivas.d) Está basado en un tratamiento
matemático, esto garantiza que el análisis de
sensibilidad y la validación del modelo sea sumamente
sencillo.e) Está integrado con las etapas de
evaluación, planeación y mejoramiento del ciclo
de productividadf) Ofrece las ventajas de la
administración por excepción proporcionando un
medio para controlar más de cerca la productividad
total de las áreas más importantes dentro de la
organización.g) Proporciona información valiosa para
la planeación estratégica en la toma de
decisiones relacionadas con la diversificación y
retiro de productos y servicios.
Para este anteproyecto todos será expresado como
producto, los resultados que se obtenga de la empresa, para el
cálculo de la Productividad Total de la Empresa y la
Productividad total del Producto SUMANTH (1990) (22)
indica:

Desarrollando la Ecuación de Productividad Total
queda:

Elementos de Producción
tangibles:
Unidades terminadas producidas: Se pueden expresar en
términos físicos o del valor. Unidades parciales
producidas: además de las unidades terminadas, deben
considerarse las unidades en proceso que están
parcialmente terminadas al contar la producción total
tangible que se fabricó durante el periodo de
interés.
Dividendos de Valores: Se producen utilizando una parte
de los insumos humanos y de capital.
Interés de bonos: es un factor de
producción que utiliza igualmente los insumos humanos y de
capital.
Otros Ingresos: Cualquier otro ingreso que la empresa
produzca, ya que estos consumen insumos, para obtener otro
ingreso.
Elementos de Insumos tangibles:
Insumos Humanos: no solo incluye la mano de obra, puesto
que abarca todos los recursos humanos utilizados en la
producción, administradores, burócratas,
profesionales y trabajadores.
Insumos Materiales: son la materia prima y las partes
que se compran
Capital: este es uno de los insumos más
importantes y aun así uno de los más
difíciles de definir y calcular. El MPT considera el
capital fijo (terreno, planta, equipos, maquinas, herramientas,
costos amortizados de investigación y desarrollo) y el
capital de trabajo (dinero que se necesita para mantener el
inventario, el efectivo, las cuentas por cobrar y las notas por
cobrar)
Energía: El insumo de la energía es el
costo de la energía en que se incurre al utilizar los
recursos de combustible en la producción.
Otros Gastos: Este insumo incluye gastos de viaje,
impuestos, honorarios profesionales, gastos de
comercialización, gastos de procesamiento de
información. Materiales de oficinas y cualquier otro gasto
relacionado con estos.
Estrategias para la Medición de la
Productividad usando el Modelo de Productividad
Total:
La esencia de la estrategia propuesta para medir la
productividad en una organización de manufactura como
HEVENSA es; a) Medir la productividad total para la
organización como un todo b) Medir la productividad total
operacional para cada unidad operacional importante en la
organización y c) Medir las productividades parciales
respecto a los factores de insumos humanos, materiales, capital,
energía y otros gastos, para aquellas unidades
operacionales que muestran una disminución en su
productividad total.
El siguiente procedimiento por pasos para una
organización proporciona una mejor comprensión de
la estrategia propuesta para la medida del a productividad en
cualquier periodo:
a) Mediante el MPT se calcula la productividad
total de la organización.b) Empleando el MPT se calcula la productividad
total para cada unidad operacional importante de la
organización. Se calcula también el punto de
equilibrio de la productividad total para cada unidad
operacional.c) Para cada unidad operacional considerada en
el paso b, y de estar el la productividad por debajo del
punto de equilibrio se pasa al paso d, sino terminar el
procedimiento.d) Se calculan las productividades parciales
para las unidades cuyas productividades estén debajo
del punto de equilibrio.e) Para cada unidad funcional del paso d, se
analizan las tendencias de los cambios en las productividades
parciales para detectar los insumos específicos cuya
utilización ineficiente ha causado la situación
actual.
Pasos para poner en práctica el Modelo de
Productividad Total:
A continuación se presenta el procedimiento paso
a paso para lograr el éxito en la medición de la
productividad en una organización, se mencionaran doce
(12) pasos que son una guía, en particular cuando se trata
de de poner en marcha MPT;
a) Análisis de ventas, ganancias y
costos. Basándose en los registros de ventas y las
declaraciones de ingresos de los últimos tres (3)
años, se determina el porcentaje de
contribución para cada una de las unidades
operacionales. Luego aplicar Pareto se determinan las
unidades que representan el 80% de toda la
empresa.b) Familiarización con los
productos, procesos y personal. Es vital entender
productos/servicios y procesos si han de hacerse
interpretaciones de las tendencias de productividad que
tengan sentido.c) Asignación producción e
insumos totales a unidad operacional especifica. Capturar
todos los elementos de producción e insumos para cada
producto, grupo de productos o cliente.d) Diseño de la recolección de
datos. El diseño de la recolección de los
datos para lo cual es necesario comparar los formatos y
técnicas existentes con las necesidades actuales,
crear los nuevos formatos y técnicas que hagan falta y
requerir la aprobación con los entes reglamentarios.
El personal debe estar capacitado para realizar esta
tarea.e) Selección del periodo base. Es
la selección del periodo base, donde se considera
cualquier lapso de tiempo que sirva como referencia para
calcular los valores e índices de
productividad.f) Obtención de información
sobre factores de deflación. Normalmente se
utilizan como factores de deflación los índices
deprecio al consumidor (IDC), índices de precios al
productor (IPP), las tasas de salarios, los índices de
precio de los materiales, los índices de precios de la
energía y cifras del tipo se usan como factores de
deflación en los cálculos de la productividad.
Estos es en esencia convertir la producción y los
insumos al valor monetario constante.g) Recolección de datos y registro de
áreas para el mejoramiento. Este paso es de vital
importancia, puesto que dependiendo de la veracidad de la
información se podrá atacar con exactitud los
cambios áreas que requieran mejoras.h) Síntesis de los datos. Manejar
solo los datos que se requieran para el cálculo de las
productividades, evitando manejar datos
innecesarios.i) Cálculos de productividad. Los
datos de cada elemento de producción o insumo se
verifican y se hacen cálculos para obtener los
índices de productividad para cada unidad
operacional.j) Graficas de los índices de
productividad. Se construyen los perfiles de las
productividades totales y parciales graficando los
valores.k) Análisis de tendencias de la
productividad. Este paso es de mucha importancia dentro
de la etapa de medición de la productividad, ya que
las cifras de productividad se utilizan para interpretar las
tendencias y así poder verificar y tomar decisiones
sobre estrategias administrativas orientadas a la
acción.l) Introducción a la etapa de
evaluación del programa de productividad. Esta es
la última de las etapas de la medición de la
productividad y donde inicia la segunda fase, correspondiente
al ciclo de la evaluación.
LAS FERROALEACIONES
Las ferroaleaciones merecen una mención especial
ya que constituyen la base, cada vez más universalizada,
para la obtención del acero.
Se consiguen después de someter al hierro a
procesos reductores a alta temperatura, incorporando generalmente
otros metales.
La alta aportación de energía necesaria
aconseja que las factorías se sitúen cerca de las
centrales eléctricas, aunque son factores más
interesantes la proximidad con las fuentes de materia prima y la
cercanía de los puntos de expedición, tales como
puertos marítimos y nudos ferroviarios.
El número de ferroaleaciones posibles es muy
elevado, aunque pueden distinguirse entre las que tienen como
objeto principal la desoxidación del hierro, y
desulfuración como ocurre con el Ferrosilicomanganeso,
ferromanganesos y Ferrosilicios, y las que buscan una
aportación de otros metales para obtener aceros especiales
con características definidas, como ocurre con los
Ferrotungstenos, Ferrovanadios, entre otros. INTERNET (2009)
(23)
2.8 USOS DE LAS FERROALEACIONES
El Ferromanganeso, el Ferrosilicomanganeso y el
Ferrosilicio se emplean del orden de un 90% en la
fabricación del acero y un 10% en fundición, como
desoxidantes y como aportadores de elementos de
aleación.
El silicio metal se utiliza preferentemente en la
fabricación de aleaciones de aluminio y, asimismo, para
aplicaciones químicas, fundamentalmente producción
de siliconas. En cambio, en la siderurgia apenas tiene
aplicación, salvo en aceros especiales.
La pulverización de alguna de estas
ferroaleaciones permite preparar los electrodos de soldadura y la
fabricación de encapsulados.
La microsílice tiene aplicación en la
preparación de hormigones, proporcionando mayor
resistencia mecánica, mayor impermeabilidad y mayor
resistencia al ataque químico.
2.9 FERROSILICOMANGANESO
Ferrosilicomanganeso es una aleación de hierro,
silicio y manganeso que se utiliza en la fabricación de
acero y tiene como función principal servir como
desoxidante y desulfurante, además le proporcionan al
acero, tenacidad y mayor resistencia a la abrasión y a las
altas temperaturas. INTERNET (2009) (24)
ESPECIFICACIONES
QUÍMÍCAS
MANGANESO (Mn) 63-68%
SILICIO (Si) 16-18
CARBONO (C) Max 2%
FÓSFORO (P) Max 0,20%
AZUFRE (S) Max 0,04%
GRANULOMETRÍA
CLIENTES GRANULOMETRIA 4"X1"
CLIENTES GRANULOMETRIA 3" x 1/2"
CLIENTES GRANULOMETRÍA 2"X1/2"
CLIENTES GRANULOMETRÍA
3/4"X1/2"
CLIENTES GRANULOMETRÍA
1/2"X1/8"
CLIENTES GRANULOMETRÍA 1/4"X0
Tipo de Embalaje: A granel o en Super Sacos (Big
Bag)
2.10 PROCESO DE FABRICACIÓN
El proceso de fabricación de las
ferroaleaciones incluye de manera general las siguientes etapas,
de acuerdo al proceso actual de HEVENSA (2007)
(25):
a) Recepción, clasificación y
dosificación de materias primas: minerales, reductores y
portadores el hierro.
b) Reducción de los
minerales.
c) Trituración,
clasificación, envasado y expedición de los
productos.
Los minerales empleados son cuarzo, en el
caso de FeSi y silicio metal, y mineral de manganeso, cuando se
trata de producir FeMn.
Para la producción de FeSiMn se emplea mineral de
manganeso, cuarzo y escoria procedente de la fabricación
de Fe-Mn, que permite así la sinergia entre ambos procesos
productivos. La otra materia prima esencial es el reductor, que
aporta carbono, y suele ser una mezcla de hulla, coque y astilla
de madera, para el caso de HEVENSA solo se implementa el coque
metalúrgico. Además se añaden fundentes,
como caliza o cuarcita, y aportaciones de hierro como chatarra o
virutas de briquetas.
Es importante destacar que para el desarrollo de este
proyecto se utilizó y determinara la productividad de cada
uno de los materiales que intervienen en el proceso de
fabricación del Ferosilicomanganeso, ya que son los que
aportan los mayores costos dentro del producto final. Donde se
pudo medir la productividad parcial de cada elemento que
intervienen de la mezcla metalúrgica.
Esquema general del proceso de
producción de HEVENSA.

Fuente: Gerencia de Operaciones HEVENSA (2007)
(26)
Figura 6: Esquema general de
Producción HEVENSA
2.11 REACCIONES DE REDUCCIÓN EN EL
FERROSILICOMANGANESO (SiMn).
La fabricación del FeSiMn está basada en
los siguientes tres procesos básicos de
operación:
a.- Reducción simultánea del Mn y del Si
procedente de los óxidos del mineral, y del
cuarzo.
b.- Reducción del Si procedente del cuarzo con
adición de FeMn, y
c- Reducción del FeSi con FeMn.
La experiencia demuestra que los mejores resultados se
obtienen por reducción simultánea del Mn y del Si
procedente de los óxidos del mineral, y del
cuarzo.
Únicamente son viables los procesos b y c, cuando
se requiere un FeSiMn con un %Si>30%.
Para el caso particular del Ferrosilicomanganeso
(FeSiMn) se define decir que todas ellas son válidas con
la salvedad que el aporte de SiO2, para obtener Si, no solo es el
aportado por los minerales sino que hay un aporte extra por el
cuarzo. Por eso, a todas las reacciones que se requieran hay que
añadirles las reacciones de reducción de la
sílice a lo largo de todo el horno.
Para comprender mejor la mecánica de las
reacciones se puede dividir el horno en cuatro partes
diferenciadas, según la figura 7.

Fuente: Tomado INTERNET (2008)
(27)
Figura 7: Esquema Interno de del
Proceso Reducción del Horno
Eléctrico
Las cuatro zonas que diferenciamos son:
1.- Zona de carga. Equivalente a la zona de
precalentamiento definida en el FeMn.
2.- Zona del lecho de cok. Que también existe en
el FeMn, pero que allí por sus características la
definimos como zona de reducción indirecta. Ya que en el
proceso del FeSiMn no hay reducción indirecta al nivel que
se produce en el FeMn.
3.- Zona de alta de fusión, lugar dónde
tiene lugar la reducción del MnO. Equivale a la zona de
reducción directa en el FeMn.
4.- Zona de baja de fusión, lugar dónde
tiene lugar la reducción del SÍO2, también
llamada zona del baño metálico. Equivale a zona de
fusión en el FeMn.
MARCO REFERENCIAL
3.1 DESCRIPCIÓN DE LA EMPRESA
HORNOS ELECTRICOS DE VENEZUELA S.A.
(HEVENSA) (28) es una empresa venezolana productora de
ferroaleaciones al Silicio y Manganeso para satisfacer la demanda
de las empresas productoras de aceros en el mercado nacional e
internacional, geográficamente se ubica en la zona
industrial Matanzas, Edo. Bolívar.
Hornos Eléctricos de Venezuela S. A., es una
empresa de capital privado productora y comercializadora de
ferrroaleciones, perteneciente en su creación a la
Corporación Marquez Barry, la cual inició sus
operaciones el 08 de Mayo de 1968, ocupa una superficie de 97.000
metros cúbicos, ubicada geográficamente en la zona
industrial de matanzas, Ciudad Guayana en el Estado
Bolívar.
La empresa posee actualmente cuatro (4) hornos
eléctricos de arco sumergido, de una capacidad instalada
de 80.0 MVA, con los cuales se tiene una capacidad productiva del
orden de 52.000 Ton/Año de Ferrosilicomanganeso y una
fuerza laboral de 120 trabajadores operando tres (3) turnos por
día los 365 días del año.
La tecnología empleada en HEVENSA se traduce en
el proceso de reducción electrometalúrgico de Horno
Eléctrico de arco sumergido, utilizando minerales de
manganeso y sílice reducidos con coque
metalúrgico.
MISIÓN, VISIÓN, OBJETIVOS Y VALORES
DE LA EMPRESA:
HEVENSA tiene como Misión: "Proporcionar al
mercado nacional e internacional ferroaleaciones al manganeso y
silicio, que satisfagan las necesidades y expectativas del
cliente, garantizando a su fuerza laboral condiciones de trabajo,
adecuando la tecnología utilizada y proyectando su
acción hacia el resguardo del medio ambiente y apoyo a la
comunidad". Así mismo tiene establecida como
Visión: "Ser empresa líder en el mercado
internacional en la fabricación de Ferrosilicomanganeso;
haciendo uso de tecnología competitiva, en armonía
con el medio ambiente e impulsando tanto el trabajo en equipo
como la competencia personal", siendo sus Objetivos: a) Cumplir
con los requerimientos especificados por los clientes; b)
Proporcionar a todo el personal el adiestramiento y la
motivación necesaria para involucrarlos y hacerlos
participes en el mantenimiento del sistema de gestión de
la calidad; c) Definir planes para garantizar la continuidad
operativa y optimización de los equipos; d) Garantizar la
producción de Ferrosilicomanganeso en calidad, cantidad y
oportunidad, a fin de cumplir con las proyecciones establecidas.
Los Valores que tiene la empresa como organización son: a)
Responsabilidad, b) Honestidad, c) Solidaridad d) Respeto, e)
Perseverancia y f) Profesionalismo.
ORGANIZACIÓN, DIAGRAMA
PEPSC:
ORGANIZACIÒN
HEVENSA está conformado por una junta directiva
que incluye, una Presidencia, dos Vicepresidencia, una Gerencia
General, un Representante Judicial y un comisario. De la Gerencia
General dependen cinco gerencias, las cuales son: Gerencia de
Mantenimiento, Gerencia De Operaciones, Gerencia De Relaciones
Industriales, Gerencia Técnica Y Gerencia de Finanzas. En
la Figura 8 se muestra el Organigrama de la Gerencia de
Operaciones.
Organigrama de la Gerencia de
Operaciones de HEVENSA.

Fuente: Tomado HEVENSA (2008)
(29)
Figura 8: Organigrama Gerencia de
Operaciones HEVENSA
3.3.2 Diagrama PEPSC:
El Diagrama PEPSC muestra cuales son los proveedores,
cuales son las entradas que suministran dichos proveedores,
cuales son los procesos de transformación que ejecuta,
cuales son las salidas o productos y cuales son los clientes de
las unidad operativa involucradas en el proceso productivo de la
empresa, así como de la Gerencia de Operaciones. Ver
figura 9 y 10.

Fuente: Propia con informes de HEVENSA
(30)
Figura 9: Diagrama PEPSC de
HEVENSA.

Fuente: Propia con informes de HEVENSA
(31)
Figura 10: Diagrama PEPSC de la
Gerencia de Operaciones
PREGUNTAS DE INVESTIGACIÓN:
A continuación se presentan una serie de
preguntas que fueron utilizadas para poder desarrollar el
proyecto de HEVENSA.
¿Cuál es la Visión,
Misión, Objetivos y metas de la empresa
HEVENSA?¿Con qué recursos físicos,
equipos y personal cuenta HEVENSA?¿Cuáles son los Macro procesos que
desarrolla HEVENSA?¿Cuáles son las variables de entrada
al proceso que lleva a cabo HEVENSA?¿Cuáles son los principales procesos
que desarrolla HEVENSA para poder obtener su producto
final?¿Cuáles son las variables de salida de
la empresa HEVENSA?¿Cuáles son las variables de mayor
impacto porcentual sobre el costo de de producción de
Ferrosilicomanganeso que obtiene la Gerencia Operaciones de
HEVENSA?¿Cuáles son las relaciones de
Productividad del proceso productivo de HEVENSA?¿Cuál es el Modelo del Proceso de
Productividad de HEVENSA?¿Cuál es el Período Base tomado
para medir la Productividad en HEVENSA?¿Qué información se necesita
para el cálculo de la productividad de
HEVENSA?¿Cuál es el resultado del
cálculo de la productividad entre períodos en
HEVENSA?¿Cómo es el comportamiento de la
productividad en HEVENSA?¿Cuáles son las causas probables de la
variación de productividad de HEVENSA?¿Cómo puede la empresa de HEVENSA
atacar las posibles causas de la variación de la
productividad estudiada?
SISTEMAS DE VARIABLES
Para el desarrolle del siguiente anteproyecto en
HEVENSA, será necesario contar con la definición
teórica y operacional de una serie de variables, tanto de
entradas como de salidas del proceso, para poder interpretar y
desarrollar el modelos de productividad en la empresa. De la
misma manera poder obtener con exactitud los niveles de
productividad, con sus respectivas causas probables de
variación.
DEFINICIÓN CONCEPTUAL Y OPERACIONAL DE LAS
VARIABLES:
Definición Conceptual de la Variable
Ingresos:
Para el desarrollo del anteproyecto Ingresos será
definido de acuerdo a INTERNET (2008) (32) "Cualquier
partida u operación que afecte los resultados de una
empresa aumentando las utilidades o disminuyendo las
pérdidas. No debe utilizarse como sinónimo de
entradas en efectivo, ya que éstas se refieren
exclusivamente al dinero en efectivo o su equivalente que se
recibe en una empresa sin que se afecten sus resultados."
Definición Operacional de la Variable
Ingresos.
Tomando desde el punto de vista operacional la variable
Ingresos será medida por todos los ingresos que se generan
a partir de las ventas de la producción, la cual se da en
la misma composición química, y en diferentes
presentaciones de granulometría. Los ingresos se
darán como la cantidad de dinero que percibe la empresa
HEVENSA por concepto de ventas de Ferrosilicomanganeso a granel o
en saco. Donde se puede llamar:

Los Ingresos serán calculados como un todo, ya
que se trabaja contra órdenes de compra y no existen
contratos multianuales con ningún cliente para su
provisión, considerando los ingresos por ventas
correspondiente a las diferentes
granulometrías.
![]()
Los Ingresos Totales de HEVENSA = Total de Toneladas x
Ingresos por ventas
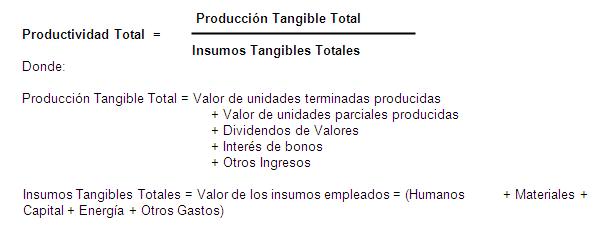
Definición Conceptual de la Variable
Producción Tangible Total
Para efectos de esta investigación se
entendió por Producción Tangible Total según
SUMANTH (1990) (33) igual Valor de unidades terminadas
producidas + Valor de unidades parciales producidas + Dividendos
de Valores + Interés de bonos + Otros Ingresos.
Definición Operacional de la Variable
Producción Tangible Total
Desde el punto de vista operacional la variable
Producción Tangible Total (2) será entendida
para efectos de este estudio como la sumatoria de:

Definición Conceptual de la Variable
Insumo Tangible Total
Para efectos de esta investigación se
entenderá por Insumos Tangible Total según
SUMANTH (1990) (34) igual al Valor de los insumos
empleados, como son: Humanos (H) + Materiales (M)+ Capital (C)+
Energía (E) + Otros Gastos(X)
Recursos Humanos: Todos los recursos humanos utilizados
en la producción, administradores, burócratas,
profesionales y trabajadores.
Materiales: Lo conforman la materia prima y las partes y
piezas que se compran
Capital: Comprende el capital fijo (terreno, planta,
equipos, maquinas, herramientas, costos amortizados de
investigación y desarrollo) y el capital de trabajo
(dinero que se necesita para mantener el inventario, el efectivo,
las cuentas por cobrar y las notas por cobrar)
Energía: Es el costo de la energía en que
se incurre al utilizar los recursos de combustible en la
producción.
Otros Gastos: Son todos aquellos insumos que no
están incluidos en los 4 factores anteriores. Esto incluye
viáticos, honorarios profesionales, gastos de
comercialización, y procesamiento de datos, materiales de
oficina e impuestos, entre otros.
Definición Operacional de la Variable
Insumo Tangible Total
Desde el punto de vista operacional la variable Insumo
Tangible Total se tendrá para efectos de este estudio como
la sumatoria de los recursos Humanos (H) + Materiales (M)+
Capital (C)+ Energía (E) + Otros Gastos(X) asociados a lo
que respecta contratas para ejecución de mantenimiento
preventivo y correctivo:
Recursos Humanos: para este recurso se considerara todos
los costos de los recursos humanos utilizados en la
instalación de HEVENSA, considerando el paquete anual como
promedio de los trabajadores.
Materiales: Lo conformara toda la materia prima
requerida para la elaboración de las mezclas
metalúrgicas.
Capital: Comprende el capital fijo (terreno, planta,
equipos, hornos eléctricos, maquinas pesada,
herramientas), y el capital de trabajo (dinero que se necesita
para mantener el inventario de materia prima, el efectivo, las
cuentas por cobrar y las notas por cobrar).
Energía: Es el costo de la energía
eléctrica que se requiere para llevar a cabo el proceso en
los hornos eléctricos de arcos sumergido, así como
de todos los equipos auxiliares requeridos.
Otros Gastos: Esto incluye viáticos, honorarios
profesionales, gastos de comercialización e impuestos,
entre otros.
Definición Conceptual de la Variable
Productividad Total
Para efectos de este anteproyecto se va considerar el
concepto de Productividad Total según SUMANTH (1990)
(35) dada por la siguiente relación:

Definición Operacional de la Variable
Productividad Total
Desde el punto de vista operacional la variable
Productividad Total será trabajada para efectos de este
estudio como la relación:

Definición Conceptual de la Variable
Productividad Parcial
Para efectos de este anteproyecto se va considerar el
concepto de Productividad Parcial según SUMANTH (1990)
(36) dada por la siguiente relación:

Definición Operacional de la Variable
Productividad Parcial
Desde el punto de vista operacional la variable
Productividad Parcial será dada para efectos de este
estudio como las siguientes relaciones:

Para la productividad de los Materiales será
calculada para cada una de la materia prima que intervienen en la
receta metalúrgica, dentro de los cuales tenemos: Mineral
de Manganeso, Pasta Electrodica, Cuarzo, Coque
Metalúrgico, Virutas de Hierro, Retorno,
Caliza).

CAPÍTULO 3
Diseño
metodológico
En el presente capítulo se exponen los aspectos
referidos al diseño metodológico que fueron
utilizados para el desarrollo de este proyecto. Se indica el tipo
de estudio que se desarrolló, la caracterización de
la muestra, los instrumentos de recolección de datos que
se utilizaron y finalmente se especifica el procedimiento que fue
seguido para el desarrollo del plan de acción para el
mejoramiento de la productividad para la obtención del
Ferrosilicomanganeso en HEVENSA.
1 TIPO DE ESTUDIO
El presente estudio será desarrollado como una
investigación no experimental, que en su primera fase
será del tipo evaluativa y en su segunda fase será
del tipo aplicada o tecnológica. Por otra parte como se
desarrolla la investigación en una empresa, se puede
considerar también como trabajo de campo.
La investigación no experimental está
definida en INTERNET (2008) (37)
La investigación no experimental es aquella
que se realiza sin manipular deliberadamente variables. Es decir,
es investigación donde no hacemos variar intencionalmente
las variables independientes. Lo que hacemos en la
investigación no experimental es observar fenómenos
tal y como se dan en su contexto natural, para después
analizarlo.
La investigación evaluativa es definida por
TAMAYO (1998) (38), de la siguiente manera:
El fin fundamental es la aplicación
de la metodológico evaluativa mediante proceso
investigativo o hechos y fenómenos que requiere ser
modificados, para determinar la toma de decisiones frente a si
continuar con la estructura que presenta o suspender su
ejecución, o si conviene registrar esa estructura para el
logro de los objetivos propuestos.
Para efecto del presente estudio y de acuerdo con la
señalado por el autor citado anteriormente será
necesario realizar un análisis evaluativo que
permitirá determinar como ha sido el comportamiento de la
productividad en la empresa HEVENSA durante los periodos
2005-2006; 2006-2007; 2007-2008 y cuales han sido las causas
probables de todas las desviaciones encontradas en el
estudio.
La segunda fase será desarrollada como una
investigación del tipo aplicada y de acuerdo a
definición bajada de INTERNET (2009)
(39)
Este tipo de investigación también
recibe el nombre de práctica o empírica. Se
caracteriza porque busca la aplicación o
utilización de los conocimientos que se adquieren. La
investigación aplicada se encuentra estrechamente
vinculada con la investigación básica, pues depende
de los resultados y avances de esta última; esto queda
aclarado si nos percatamos de que toda investigación
aplicada requiere de un marco teórico. Sin embargo, en una
investigación empírica, lo que le interesa al
investigador, primordialmente, son las consecuencias
prácticas.
De acuerdo con el artículo mencionado
anteriormente, el presente estudio se considera como una
investigación aplicada, debido a que basado en los
resultados evaluativos, se podrá diseñar un plan de
acción para mejorar la competitividad por medio de la
productividad en la obtención del Ferrosilicomanganeso en
HEVENSA.
2 LA MUESTRA
La población es definida según INTERNET
(2009) (40) como: "Una población está
determinada por sus características definitorias. Por lo
tanto, el conjunto de elementos que posea esta
característica se denomina población o
universo. Población es la totalidad del fenómeno
a estudiar, donde las unidades de población poseen una
característica común, la que se estudia y da origen
a los datos de la investigación.". Y la muestra es
definida como: " Una muestra es un conjunto de unidades, una
porción del total, que representa la conducta del universo
en su conjunto. Una muestra, en un sentido amplio, no es
más que eso, una parte del todo que se llama universo o
población y que sirve para representarlo"
El procedimiento de muestreo a ser utilizado para la
selección de las muestras que serán objetos de
análisis en este estudio se caracterizo por ser un
muestreo no probabilístico intencional y accidental. De
acuerdo con lo que plantea INTERNET (2009) (41) es
intencional porque para la selección de la muestra se
emplea: Los criterios para elegir la muestra son criterios
elegidos por el propio investigador adecuados al tipo de
investigación que se lleva a cabo.". Y además,
el muestreo es accidental porque: " El muestreo accidental
consiste en tomar casos hasta que se completa el número de
unidades de análisis que indica el tamaño de
muestra deseado" Con base en las definiciones antes
citadas por los diferentes autores, el criterio de
selección de la muestra en estudio se basara en varias
consideraciones: a) La necesidad de conocer la productividad de
cada una de las variables que intervienen en el proceso
productivo. b) determinar la productividad total de la empresa.
c) determinar la productividad parcial de cada
elemento.
Para el desarrollo de la investigación se
consideran como muestra los cargos que tienen más
relevancia dentro del proceso productivo de la empresa, y que
tienen potestad de decisión al momento de ejecutar las
operaciones, dentro de los cuales se tiene: a) Superintendente de
Producción, Jefe de Procesos Metalúrgicos, Jefes de
Turno, Asesor a la Gerencia General, Gerente Relaciones
Industriales, Superintendente de Materia Prima, Superintendente
de Mantenimiento Mecánico y Eléctrico, Gerente de
Finanzas, y Gerente General. Todo este personal es necesario en
el aporte de mejoras para el desarrollo del plan de acción
para mejorar la productividad.
3 INSTRUMENTOS
AL definir el tipo de estudio a realizar y el
tamaño de la muestra adecuada al problema en estudio, la
siguiente etapa que será desarrollada consiste en realizar
la recolección de datos e información que sea
pertinente. En tal sentido, HERNANDEZ Y OTROS (2002) (42)
plantean que en esta etapa se deben realizar las siguientes
actividades de investigación que están
estrechamente relacionadas entre sí:
… a) seleccionar o desarrollar un instrumento de
medición. Este instrumento debe ser válido y
confiable, b) aplicar ese instrumento de medición (medir
las variables), y c) preparar las mediciones obtenidas
(codificación de los datos) para que puedan analizarse
correctamente.
Con base en lo planteado por los autores citados y para
desarrollar la etapa referida a la recolección,
codificación y análisis de los datos e
información se utilizarán los instrumentos
siguientes: Internet, bibliotecas y otras fuentes, informes
mensuales y anuales de cada gerencia de la empresa, así
como informe de gestión de Asesor de la Gerencial General,
de los periodos 2005-2006; 2006-2007; 2007-2008, manuales de
procedimientos, presupuestos anuales de los periodos 2005-2006;
2006-2007; 2007-2008 de la empresa para evaluar cumplimientos y
desviaciones, entrevistas con los gerentes, superintendentes y
jefes de departamento de la empresa.
RED DE INTERNET, BIBLIOTECAS Y OTRAS
FUENTES.
Para el desarrollo de teorías y procedimientos se
utilizaran bibliotecas de la zona, así como el Internet,
con la finalidad de recoger la máxima información
referente al tema de productividad en empresas de manufactura y
planes de acción.
PAQUETES COMPUTARIZADOS.
Entre los paquetes computarizados que se utilizaran
tenemos: Microsoft Word, Microsoft Excel, Microsoft Power Point,
Microsoft Project.
3.3 ENTREVISTA
Se llevaran a cabo entrevistas con todo el personal
seleccionado como muestra de estudio, con la finalidad de buscar
opiniones acerca de las condiciones actuales y posibles
propuestas de mejoras, en lo que respecta a la
productividad.
3.4 INFORMES MENSUALES DE GERENCIAS
Se revisaran los informes mensuales de las gerencias
involucradas dentro del proceso productivo, puesto que estos
guardan información de registros ordenados de las acciones
que lleva a cabo cada área operativa de la empresa,
además alerta sobre posibles fallas o
requerimiento.
3.5 INFORMES ANUALES DE GERENCIAS
Se revisaran informes anuales de las gerencias, puesto
que estos guardan el conjunto de actividades previstas por las
distintas unidades organizativas para lograr los objetivos
específicos que han establecidos a los largo de un periodo
operativo. De la misma forma se detallan las actividades a
realizar con los respectivos tiempos posibles de ejecución
así como los presupuestos requeridos y programas de
acción.
INFORMES DE GESTION DE ASESOR DE LA GERENCIA
GENERAL
Para el caso de aplicación de este trabajo se
utilizaran los informes de gestión del asesor a la
Gerencia General, puesto que es la persona que lleva
información de toda y cada una de las áreas de la
empresa, y es quien reporta a la junta directiva sobre los
resultados operativos de la empresa.
3.7 MANUAL DE PROCEDIMIENTOS
En este manual de pueden conocer cada uno de los
procesos operativos de la empresa, para facilitar el
diseño del modelo de productividad a aplicar.
3.8 PRESUPUESTOS ANUALES DE LA EMPRESA
Este documento es indispensable dentro de la
medición de la productividad de la empresa, puesto que en
el se recogen todas las proyecciones en lo que respecta a costos
operativos, producción, variables operativas entre
otras.
FÓRMULAS PARA EL CÁLCULO DE LA
PRODUCTIVIDAD
Son notaciones válidas establecidas por
Sumanth (1990) (43) para el cálculo de la
productividad total y productividades parciales.
GRÁFICAS, TABLAS Y ESQUEMAS
Las gráficas, tablas y los esquemas son otras
herramientas que permitirán tanto el procesamiento como la
interpretación de la información.
4 PROCEDIMIENTO
El procedimiento que se siguió para realizar la
el diseño del plan de acción para mejorar la
productividad para la obtención del Ferrosilicomanganeso
en el proceso productivo de HEVENSA, fue necesario el desarrollo
de las siguientes acciones y actividades:
PROCEDIMIENTO PARA LA
EVALUACIÓN.
Analizar referencia bibliográfica,
documentación teórica y técnica
referente al proceso de medición, evaluación y
mejoramiento de la productividad en las empresas de
producción, para poder entender todos los aspectos que
puedan intervenir dentro de la productividad
empresarial.Analizar documentación de la empresa que
permita tener una referencia de la misma, identificando las
funciones de las áreas inherentes al proceso
productivo, para determinar las áreas de mayor
relevancia dentro del proceso productivo.Elaborar el mapa de procesos para la
obtención Ferrosilicomanganeso en la empresa Hornos
Eléctricos de Venezuela S.A. con esto se puede
esquematizar de manera rápida y practica el proceso
que lleva a cabo HEVENSA.Crear los Diagramas de Flujo de Procesos (D.F.P.)
contemplando cada uno de los materiales requeridos para
llevar a cabo el proceso productivo. Así se
determinara donde intervienen cada uno de los elementos
requeridos en la fabricación.Crear Diagramas PEPSC para cada unidad funcional
(Proveedor, Entrada, Proceso, Salida, Cliente).Seleccionar las variables de entrada y salida
correspondiente al proceso productivo. Para determinar que
será medido y bajo que condiciones.Diseñar los indicadores de gestión
para cada una de las variables que intervienen en el proceso
productivo de la empresa. con esto se medirá la
productividad de cada una de las variables a manejar dentro
del plan de acción de la productividad.Determinar los atributos o unidades de medida con la
cual van a ser evaluadas las variables tanto físicas
como económicas, dentro de una relación de
productividad.Definir periodo base para medir la productividad.
Con los periodos de los últimos tres años
operativos de la empresa, así poder medir entre
periodos y poder tener información para graficar las
tendencias de las productividades, tanto parciales como
totales.Recolectar la información necesaria para el
cálculo de la productividad entre periodos a
través de datos históricos.Realizar cálculos de la productividad entre
periodos. Resultados que serán los indicadores de
cómo esta dando la productividad de la
empresa.Analizar información obtenida de la
productividad entre periodos. Para poder detectar causas
probables de desviación de la
productividad.Identificar causas probables de los cambios para las
relaciones de productividad que más afecten la
empresa.Jerarquizar las causas que más impactan la
productividad de la empresa. Para poder pasar a la etapa de
diseño, donde se llevará a cabo el plan de
acción.
PROCEDIMIENTO PARA LA FASE DE DISEÑO DEL
PLAN.
4.2.1 Diseñar el procedimiento y las
acciones necesarias como, administración, ejecución
y evaluación del plan de acción, que
contribuirán a mejorar la productividad de
HEVENSA
4.2.2 Realizar la determinación de los
elementos se requieran en la integración del plan, como:
Capital humano, recursos financieros, físicos, y otros,
que conformarán el plan de acción.
4.2.3 Presentar el Plan de Acción a la
Gerencia General de HEVENSA.
CAPÍTULO 4
Resultados
En este Capítulo se exponen los resultados
obtenidos de la aplicación del Modelo para Medir, Evaluar
y Mejorar la Productividad y Competitividad Empresarial de
Porras, mostrándose la Visión y la Misión de
la empresa HEVENSA; identificándose cada uno de los
Procesos que realiza la misma y que son requeridos para la
fabricación de Ferrosilicomanganeso, con todas las
áreas involucradas y necesarias para poder obtener el
producto final. De la misma manera se diseñan el Modelo
del Proceso de Productividad de la empresa y aplicando las Etapas
1 y 2 del Ciclo del Proceso de Productividad que corresponden a
la Medición entre Períodos y la Gerencia de la
Productividad respectivamente, donde se evalúan el
comportamiento cuantitativo entre períodos de los
índices e indicadores en la Etapa 1 y se evalúan
los cambios presente, se identifican para posteriormente
jerarquizar las causas más probables de los cambios de
productividad en la etapa 2.
VISIÓN Y MISIÓN DE LA EMPRESA
HORNOS ELÉCTRICOS DE VENEZUELA S.A.
A continuación se muestra la Visión y
Misión de la empresa, destacando que se encuentra
actualizadas, debido a que la empresa esta en proceso de
actualización del Sistema de Gestión de la Calidad,
estando estas alineadas en función a sus objetivos y
metas
VISIÓN:
"Ser empresa líder en el mercado internacional en
la fabricación de Ferrosilicomanganeso; haciendo uso de
tecnología competitiva, en armonía con el medio
ambiente e impulsando tanto el trabajo en equipo como la
competencia personal".
MISIÓN
"Proporcionar al mercado nacional e internacional
ferroaleaciones al manganeso y silicio, que satisfagan las
necesidades y expectativas del cliente, garantizando a su fuerza
laboral condiciones de trabajo, adecuando la tecnología
utilizada y proyectando su acción hacia el resguardo del
medio ambiente y apoyo a la comunidad".
IDENTIFICACIÓN DE LOS PROCESOS QUE LLEVA A
CABO LA EMPRESA
HEVENSA en su proceso de adecuación del Sistema
de Gestión de la Calidad tiene previamente identificados y
documentados cada uno de los procesos donde se encuentran
enmarcadas todas las actividades que son necesarios para llevar a
cabo sus operaciones, donde se pueden identificar cada uno de los
detalles a controlar para garantizar el buen desarrollo de ellos,
en la figura once (11) se puede ver el esquema general de los
procesos que son llevados a cabo, y donde están
involucrados los macro procesos.
HEVENSA lleva a cabo cinco (5) Macro Procesos necesarios
cada uno ellos, que se encuentran interrelacionados directamente
para poder cumplir con los objetivos y metas planeadas por e
empresa, estos procesos se encuentran como se muestran a
continuación; el primero es el de Recepción, Pesaje
y Almacenamiento de Materia Prima, que incluye el muestreo de
cada uno de los materiales que son recibidos para el proceso
productivo para determinar tanto la calidad química como
física de cada uno, y a su vez velar por el buen
aprovisionamiento y disposición dentro de las
instalaciones de la empresa. Este proceso es llevado a cabo por
la Superintendencia de Materia Prima y Producto Terminado, y debe
velar y garantizar que el Departamento de Producción tenga
de manera oportuna la cantidad y calidad de los minerales
requeridos para la preparación de las recetas
metalúrgicas a suministras a cada uno de los hornos en
operación, Ver Figuras doce (12).
El Segundo Macro Proceso es el de Preparación de
Mezclas para alimentar los hornos, que incluye el proceso de
llenado de silos de sistemas de materia prima, y de ser necesaria
la preparación de mezclas manuales en los patios, para
disponer de materia prima para el suministro de esta a cada horno
por medio de los cargadores frontales. Dentro de este proceso
debe ser bien controlado el sistema de pesaje de la materia
prima, puesto que de ellos depende la calidad a obtener en la
ferroaleación obtenida en el proceso de colada. Ver Figura
trece (13).
El tercer Macro Proceso es uno de los mas importante,
tal como lo el Proceso de Fusión de la mezcla de materia
prima para obtener la ferroaleación en el horno
eléctrico de arco sumergido, en este proceso se debe
controlar todas y cada una de las variables eléctricas del
horno en operación, así como la alimentación
de carga y niveles de mezcla en el horno, cuidando porque se
cumplan cada una de estos parámetros y todas las
operaciones inherentes al caso. Ver Figura catorce
(14).
El cuarto Macro Proceso es la Colada de hornos, donde se
procede al vaciado del metal líquido que se obtiene en el
proceso de fusión, en esta etapa se debe garantizar una
buena separación de la escoria, de manera tal que no se
presenten contaminación en el metal. El colado del horno
se lleva a cabo por medio del destapado de la boca de colada,
haciendo uso de varillas metálicas (cabillas), haciendo
uso de corriente eléctrica, esta colada es vaciada en
moldes que permite la formación de paneles de
Ferrosilicomanganeso, que posteriormente se dejan secar para
continuar con los siguientes procesos hasta obtener el producto
final. Ver figura quince (15)
El quinto Macro Proceso es el de Preparación de
producto final, en esta etapa se procede a la Trituración
manual de los paneles obtenidos en las coladas de hornos, para
luego proceder a la fase de Separación por medio de
mallas, donde se obtienen las diferentes granulometrías a
granel las diferentes granulometrías comerciales de la
empresa. Ver figura dieciséis (16).
SUB-PROCESOS: Macro
Procesos

Fuente: Sistema de Gestión de HEVENSA
Figura 11 Esquema general de los
procesos que lleva a cabo HEVENSA.

Fuente: Sistema de Gestión de HEVENSA
Figura 12 Macro proceso de
Recepción y Pesaje de materia prima.

Fuente: Sistema de Gestión de HEVENSA
Figura 13 Macro proceso de
Alimentación de mezcla a hornos.

Fuente: Sistema de Gestión de HEVENSA
Figura 13 (Continuación) Macro
proceso de Alimentación de mezcla a hornos.

Fuente: Sistema de Gestión de HEVENSA
Figura 14 Macro proceso de
Fusión de materia prima.

Fuente: Sistema de Gestión de HEVENSA
Figura 14 (Continuación) Macro
proceso de Fusión de materia prima

Fuente: Sistema de Gestión de HEVENSA
Figura 15 Macro proceso de colada de
hornos.

Fuente: Sistema de Gestión de HEVENSA
Figura 15 (Continuación) Macro
proceso de colada hornos.

Fuente: Sistema de Gestión de HEVENSA
Figura 15 (Continuación) Macro
proceso de colada hornos.

Fuente: Sistema de Gestión de HEVENSA
Figura 16 Macro proceso
Trituración y separación.
MODELO DE PROCESO DE PRODUCTIVIDAD DE LA EMPRESA
HORNOS ELÉCTRICOS DE VENEZUELA, S.A.
HEVENSA es una empresa que tiene como objetivo principal
la producción y comercialización de ferroaleaciones
al Silicio y Manganeso, desarrollando en la actualidad la
producción del Ferrosilicomanganeso, producto necesario en
las acerías para la desulfuración y
desoxidación del mineral de hierro, el cual puede ser
distribuido a las acerías tanto nacionales como
internacionales. El proceso medular para la obtención de
dicho producto se llevado a cabo por la Gerencia de Operaciones
de empresa, donde se ejecutan tres (3) de los cinco (5) Macro
Procesos necesarios para la producción, los cuales son
claves en la elaboración del Modelo de Proceso De
Productividad aplicable a HEVENSA.
En las Figura diecisiete (17) se presenta el Modelo del
Proceso de Productividad de la empresa HEVENSA, en el cual se
detallan cada uno los recursos de entrada que requiere la empresa
para llevar a cabo los cinco (5) macro procesos, como lo son;
Recepción y Almacenamiento, Preparación de Mezclas,
Proceso de Fusión, Colada de Hornos y Trituración y
Separación, Estas entradas son: Mineral de Manganeso,
Pasta Electrodica, Coque Metalúrgico, Dolomita / Caliza,
Virutas de Hierro, Cuarzo, Retorno de escoria, Energía
Eléctrica, Horas Mano de Obra Directa, Capacidad
Instalada.
En la figura diecisiete (17) también se pueden
observar cada uno de los resultados que obtiene la empresa
después de ejecutar los procesos que se llevan a cabo y
para obtener el producto final, estas salidas son la cantidad de
Toneladas de Ferrosilicomanganeso obtenidas, consumo en toneladas
de cada uno de los materiales requeridos para la
fabricación, horas de mano de obra requerida, costos
asociados al consumo de cada uno de los recursos, ingresos por
las ventas de producto final, Así como también se
presentan cada una de las relaciones de productividad que se
generan al combinar las Entradas y Salidas.

Fuente: Propia
Figura 17 Modelo Del Proceso de
Productividad de HEVENSA.
4. MEDICIÓN DE LA PRODUCTIVIDAD
APLICACIÓN DEL CICLO DEL PROCESO DE
PRODUCTIVIDAD. ETAPA MEDICIÓN DE INDICADORES ENTRE
PERÍODOS
Se determinaron los Indicadores de Productividad de la
Empresa de acuerdo a los datos manejados por la Gerencia de
Operaciones conjuntamente con datos estadísticos
controlados en la Gerencia General y Gerencia Técnica de
la empresa, mostrando a continuación una serie de tablas
con datos indispensable para el desarrollo de la etapa de
medición de indicadores entre períodos.
A continuación se muestra la tabla 3, la cual
contiene cada uno de los Resultados totales de Operaciones de los
periodos estudiados, 2005-2006, 2006-2007 y 2007-2008, en lo que
respecta a la producción en toneladas brutas
Ferrosilicomanganeso, obtenidos en HEVENSA, así como
también se presentan las tiempos operados en horas por
cada períodos en estudio.
Tabla 3: Toneladas de Ferrosilicomanganeso por
periodo en estudio y Tiempo Operado.

Fuente: Propia con información de Gerencia de
Operaciones
En la Tabla 4 que se muestra a continuación,
contiene los resultados correspondientes a los periodos
2005-2006, 2006-2007 y 2007-2008, en lo que respecta a consumo
totales de cada una de las materias primas requeridas para poder
fabricar el Ferrosilicomanganeso en HEVENSA, estos son: Mineral
de Manganeso, Pasta Electrodica, Cuarzo, Dolomita/Caliza, Coque
Metalúrgico, Energía Eléctrica, Finos
Metálicos, Virutas de Hierro, Retorno de escoria, los
mismos serán mostrados en toneladas y serán
utilizados para el calculo de productividades parciales de la
siguiente etapa del estudio.
Tabla 4: Consumo de Insumos requeridos para la
producción de Ferrosilicomanganeso por
período.

Fuente: Propia con información de Gerencia de
Operaciones
Para mostrar los Resultados de Operaciones de los
periodos estudiados, 2005-2006, 2006-2007 y 2007-2008, se
presenta la Tabla 5, en donde se muestra el total de toneladas
vendidas por cada período, diferenciando las ventas por
las diferentes granulometrías comerciales que presenta
HEVENSA para los clientes nacionales.
En lo que respecta a las ventas a clientes
internacionales se muestra la Tabla 6, la cual contiene los
resultados detallados por cada uno de los periodos estudiados,
2005-2006, 2006-2007 y 2007-2008, en lo que respecta a las ventas
en toneladas a los diferentes clientes internacionales,
destacando que para cada granulometría existen varios
clientes, que por confidencialidad de la información solo
serán mostrados en estos grupos por granulometría y
no detallado el nombre de cada cliente
La Tabla 7 tiene el acumulado en toneladas vendidas por
HEVENSA en los periodos estudiados, 2005-2006, 2006-2007 y
2007-2008, haciendo un acumulado tanto de los clientes tanto
nacionales como internacionales así como de las diferentes
granulometrías que ofrece la empresa.
Tabla 5: Toneladas vendidas Nacionales de
Ferrosilicomanganeso por sus diferentes
Granulometrías

Fuente: Propia con información de Gerencia
Técnica
Tabla 6: Toneladas vendidas a clientes
Internacionales de Ferrosilicomanganeso por sus diferentes
granulometrías

Fuente: Propia con información de Gerencia
Técnica
Tabla 7: Total de toneladas vendidas por periodo de
Ferrosilicomanganeso.

Fuente: Propia con información de Gerencia
Técnica
En lo que respecta a los ingresos en miles de
Dólares por ventas en toneladas a los diferentes clientes
nacionales, se presenta la Tabla 8, donde se encuentran agrupadas
en las diferentes granulometrías vendibles por cada uno de
los periodos estudiados, 2005-2006, 2006-2007 y
2007-2008.
En la Tabla 9 se muestran los Resultados de Operaciones
de los periodos estudiados, 2005-2006, 2006-2007 y 2007-2008, en
lo que respecta a los ingresos en miles de dólares por
ventas en toneladas a los diferentes clientes internacionales,
las mismas se encuentran agrupadas en las diferentes
granulometrías vendibles.
La Tabla 10 contiene los Resultados de Operaciones de
los periodos estudiados, 2005-2006, 2006-2007 y 2007-2008, en lo
que respecta a los ingresos totales por ventas llevadas a cabo
por HEVENSA durante los tres (3) periodos en estudio presentados.
Cabe destacar que los datos presentados en esta tabla
serán los mismos que se vas a utilizar para el
cálculo de la productividad total, así como para
cada una de las productividades parciales a obtener, por ser
estos los resultados finales obtenidos en cada
período.
Tabla 8: Ingresos por Ventas
Nacionales.

Fuente: Propia con información de Gerencia
Técnica
Tabla 9: Ingresos por ventas
Internacionales.

Fuente: Propia con información de Gerencia
Técnica
Tabla 10: Ingresos Totales por
periodos.

Fuente: Propia con información de Gerencia
Técnica
En la Tabla 11 se presentan los Datos de
Producción e Insumos Totales que fueron requeridos por la
empresa durante los periodos 2005-2006, 2006-2007, 2007-2008. Se
puede observar en esta tabla que los insumos que mas incrementa y
generan mayores costos en la producción son los
correspondiente a la materia prima consumida.
Tabla 12: en esta se realizan los cálculos
necesarios para obtener los resultados de productividades, una
vez obtenidos todos los resultados por periodo estudiado de cada
uno de los insumos utilizados y los ingresos que mantuvo la
empresa, aplicando para esto el Modelo de productividad Total y
se determinó la Productividad Total, las Productividades
Parciales por Insumos.
Tabla 13: Una vez obtenido todos los resultados de las
productividades, tanto total como parciales, se procede a
calcular cada una de las variaciones entre periodos para
así poder determinar cuál de ellos es el mejor y
cual no, teniendo también los porcentaje de
variación entre cada uno, resultados necesarios para la
toma de decisiones y luego poder buscar las posibles causas de
variación entres dichos periodos.
Tabla 11: Tabla de Datos de Producción e
Insumos de Ferrosilicomanganeso

Fuente: Propia con información de Gerencia
Técnica
Tabla 12: Productividad Total y Productividades
Parciales por Insumos.

Fuente: Propia con información de Gerencia
Técnica
Tabla 13: Relaciones de Productividad entre
Periodos.

Fuente: Propia
La Productividad Total de la empresa Hornos
Eléctricos De Venezuela S.A. (HEVENSA) presento una
variación de 1,174 en el periodo base 2.005-2.006 a 0,919
en el periodo 2.007-2.008, teniendo así una
disminución de 22% durante los últimos tres (3)
periodos de operación. Se precios de venta durante puede
observar que en el último periodo se tienen más
ingresos por ventas ejecutas, superando el periodo base en 55%, a
pesar de tener menos cantidad de toneladas producidas y vendidas,
lo que da indicios de las mejora en los dicho periodo, pero
cuando se evalúan los gastos totales durante ese periodo
de tiempo se tiene que los mismos superan los gastos del periodo
base 2005-2006 en 99%, y no solo los gastos de los periodos
pasados, sino que también supera los ingresos en ese
periodo en un 9%, lo que hace suponer de
En lo que respecta a porcentaje de cambios mayores
durante las mediciones de productividad entre periodos se tiene a
la energía eléctrica, con una variación de
31%, siendo este cambio de manera positiva, puesto que el
último periodo fue el mejor, aunque este se puede
determinar como cambio no positivo, puesto que la
reducción se muestra debido a las paradas largas de
planta, que reducen de manera directa los consumo de
energía eléctrica.
En cuanto a la Mano de Obra directa se tiene una
disminución para el periodo 2.006-2.007 de 61% y para el
último periodo bajo hasta un 66%, esto básicamente
por el incremento de personal que se tuvo a finales del 2.006,
cuando la planta fue adquirida por los actuales inversionistas,
donde fueron creados nuevos cargo así como completar
vacantes que existían, y al mismo tiempo por diversos
ajustes salariales que se llevaron a cabo.
Los gastos de fabricación han presentado una
disminución de 39% y 68% en los periodos dos (2) y tres
(3) respectivamente, acotando que estos gasto incluyen la mano de
obra directa, la cual presento incremento a finales de 2.006,
estos gastos también involucran las contratistas y
mantenimiento que se ejecutan en los hornos y demás
equipos que posee la empresa.
La Materia Prima presento cambios positivos del periodo
uno (1) al periodo dos (2) de 5%, cayendo luego 14% en el periodo
tres (3). Este insumo es el más importante en lo que
respecta a la generación de los gastos totales para
producir ferrosilicomanganeso.
Al momento de evaluar las tablas de gastos encontramos
que la de mayor incidencia tiene en las variaciones totales de
gastos es la materia prima, la cual en niveles monetario tiene un
incremento de 72%, siendo este a su vez lo que mayor peso tiene
en los gastos de la empresa, por tal motivo se decide a realizar
los cálculos de productividades parciales de cada uno de
los elementos que conforman la materia prima, para así
poder determinar quien realmente genera la disminución de
productividad obtenida entre los tres periodos estudiados. A
continuación se presenta la tabla 14 donde se
procederá con los ingresos totales de cada periodo a
evaluar cada uno de los componentes de la materia
prima.
Tabla 14: Productividad Parciales Por Cada Insumo De
Materia Prima.

Fuente: Propia con información de Gerencia
Técnica
Tabla 15: Relaciones de Productividad
entre Periodos Para La Materia Prima.

Fuente: Propia
Las productividades Parciales han presentado importantes
porcentajes de variaciones durante los tres (3) periodos en
estudio, por lo cual se van a presentar los cambios porcentuales
obtenidos, haciendo análisis de cada uno para así
poder determinar cual tiene más influencia en los cambio
de la productividad de la Materia Prima, que es la de mayor
incidencia en la Productividad Total de HEVENSA. Para este
análisis se considero para tener más exactitud en
las conclusiones los consumos en tonelada de cada materia
prima.
Tenemos para la productividad del Mineral de Manganeso,
una variación de 3,396 a 2,183 en el último periodo
estudiado, lo que representa un 24% de cambio desfavorable para
esta materia prima, puesto que a pesar del avance de los tres
periodos el primero 2.005-2.006 siguió siendo el
mejor.
En lo que respecta a la productividad de la Pasta
Electrodica, se tiene una variación positiva, siendo el
último periodo 64% mejor que el primero.
Productividad del Coque Metalúrgico, se obtiene
una variación de 22% entre periodos, siendo el ultimo
mejor que los anteriores, el cual tenía en el segundo
periodo 8,737 de productividad, pasando a 10,882 en el
tercero.
Para la productividad de la Dolomita / Caliza, presenta
el segundo periodo como el mejor, el cual supero al primer
periodo en 100%, y al tercer periodo en 42%, teniendo así
una variación total entre periodos de 142%.
Virutas de Hierro / Pellas, la mejor productividad
medida la tuvo en el tercer periodo, alcanzando una
variación total de 11%, siendo en el 2005-2006 274,485 y
paso a ser en el 2007-2008 a 284,442.
El cuarzo, mantiene el 2005-2006 como periodo baje el
mejor de los resultados, con valores de 74,474 que supera al
2.007-2.008 que tiene 57,332, mostrando a su vez una
variación total de productividad entre periodos de
11%.
En cuanto al Retorno de Escoria, este presentó
variación total en la Productividad de 91%, pasando en el
periodo base de 513,569 a 1723,8 en el periodo tres
(3).
Por último elemento componente de la materia
prima esta en Fino Metálico, que mejoró en la
productividad del tercer periodo, teniendo como porcentaje de
cambio 100 puntos, con respecto al periodo base.
A continuación en la tabla 16 se presentan
nuevamente los datos resumen con las ventas por periodo,
así como el consumo en toneladas por cada materia prima,
al igual que los costos por el consumo de las mismas, para no
solo tener como referencia la que haya presentado más
variabilidad a nivel de productividades, sino para obtener el
insumo que ha generado mayor impacto en los costos, y poder con
esto hacer el paso correspondiente a la Gerencia de la
Productividad.
Tabla 16: Relaciones de Costos de Materia Prima por
consumo.

Fuente: Propia
Tal como se puede ver en la tabla anterior, encontramos
que el Mineral de Manganeso es la Materia Prima que más
incide en los cambios que presento la productividad durante los
periodos de estudio, teniendo así un incremento del 337,4%
comparados con los resultados del 2.007-2.008 contra el
2.005-2.006, ahora para ver lo que esto implica dentro de los
costos totales se presentan a continuación las graficas
que muestran el impacto del mineral de manganeso, donde se puede
ver que es mayor que el resto de los componentes de la materia
prima, y los mismos se elevaron durante los últimos
periodos, alcanzando siempre valores por encima del
50%.
A continuación de muestra la gráfica 1,
que permite ver el comportamiento porcentual de cada uno de los
materiales requeridos en la producción de
HEVENSA.

Fuente: Propia con información Gerencia
Técnica
Gráfica 1: Distribución
de los Costos por Materia Prima, periodo
2.005-2.006
En este periodo el mineral de Manganeso ocupó un
54,01% del costo total en que incurrió la empresa respecto
al consumo de materia prima, siendo para el momento resultados
rentable para la planta, ya que al final del ejercicio
presentó un margen de ganancia, en lo que respecta
ingresos vs. gastos.

Fuente: Propia con información Gerencia
Técnica
Gráfica 2: Distribución
de los Costos por Materia Prima, periodo
2.006-2.007
Para el periodo 2.006-2.007, se tiene al Mineral De
Manganeso ocupando un 64,89% del total de los costos en Materia
Prima, tal como lo presenta la gráfica 2, lo que
representa en cambio porcentual el 10,88%, sin tomar en cuenta
los montos en cada uno de ellos, solo se considera el impacto que
ellos tuvieron en sus respectivos periodos operativos en el
consumo total de materia prima.

Fuente: Propia con información Gerencia
Técnica
Gráfica 3: Distribución
de los Costos por Materia Prima, periodo
2.007-2.008
En el periodo 2.007-2.008, presentados en la
gráfica 3, el Mineral De Manganeso tiene un porcentaje del
76% del costo total de la materia prima, lo cual genera un
impacto transcendental en los resultados operativos de la empresa
en este periodo, puesto que al final del mismo la empresa
presento resultados negativos en la relación ingresos
totales vs gastos totales por insumos. Este periodo incremento en
manera porcentual 22 puntos con respecto al periodo base respecto
a la influencia de los gasto por total de materia
prima.
En conclusión los cambios de productividad que ha
presentado la empresa Hornos Eléctricos De Venezuela S.A.
se puede evidenciar en cada uno de los indicadores que se han
estudiado durante estos periodos, las cuales servirán
más adelante para buscar mejorar en los niveles de
productividad.
4.2. APLICACIÓN DEL CICLO DEL PROCESO DE
PRODUCTIVIDAD. ETAPA 2 GERENCIA DE LA PRODUCTIVIDAD
ORGANIZACIONAL
En esta etapa se evalúan los cambios
cuantitativos de la productividad. Se identifican y jerarquizan
las causas probables de los cambios ocurridos para cada
relación.
Paso A: Gráficas de las Relaciones De
Productividad
En este paso se procede a graficar el comportamiento de
cada relación:
Se procede a graficar las cinco (5) primeras relaciones
de productividad correspondiente a la parte inicial del estudio,
y posteriormente se graficas las ocho (8) relaciones
correspondiente a las productividades parciales de la materia
prima, por ser estas las de mayor influencia en el incremento de
los costos.
Relación 1: Valor Ingresos Totales por ventas /
Valor Insumos Totales (Productividad Total) Ver Gráfica
4

Fuente: Propia
Gráfica 4: Curva Productividad
Total
Relación 2: Valor Ingresos Totales por ventas /
Valor Insumos Totales Mano De Obra Directa, Ver Gráfica
5

Fuente: Propia
Gráfica 5: Curva Productividad
Parcial por Insumo de Mano De Obra Directa
Relación 3: Valor Ingresos Totales por ventas /
Valor Insumos Totales Gastos De Fabricación, Ver
Gráfica 6

Fuente: Propia
Gráfica 6: Curva Productividad
Parcial por Insumo de Gastos de Fabricación
Relación 3: Valor Ingresos Totales por ventas /
Valor Insumos Totales Materia Prima, Ver Gráfica
7

Fuente: Propia
Gráfica 7: Curva Productividad
Parcial por Insumo de Materia Prima
Relación 5: Valor Ingresos Totales por ventas /
Valor Insumos Totales Energía Eléctrica, Ver
Gráfica 8

Fuente: Propia
Gráfica 8: Curva Productividad
Parcial por Insumo de Energía
Eléctrica
Ahora se presentan las graficas de
variaciones de productividades parciales para cada uno de los
componentes de la Materia Prima, esto debido al análisis
que se llevo a cabo para determinar el que mayor efecto genera en
la productividad total.
Relación 6: Valor Ingresos Totales por Ventas /
Valor Insumos Totales Mineral de Manganeso, Ver Gráfica
9

Fuente: Propia
Gráfica 9: Curva Productividad
Parcial por Insumo Mineral de Manganeso
Relación 7: Valor Ingresos Totales por Ventas /
Valor Insumos Totales Pasta Electrodica, Ver Gráfica
10

Fuente: Propia
Gráfica 10: Curva Productividad
Parcial por Insumo Pasta Electrodica
Relación 8: Valor Ingresos Totales por Ventas /
Valor Insumos Totales Coque Metalúrgico Electrodica, Ver
Gráfica 11

Fuente: Propia
Gráfica 11: Curva Productividad
Parcial por Insumo Coque Metalúrgico.
Relación 9: Valor Ingresos Totales por Ventas /
Valor Insumos Totales Dolomita/Caliza, Ver Gráfica
12

Fuente: Propia
Gráfica 12: Curva Productividad
Parcial por Insumo totales de Dolomita/Caliza.
Relación 10: Valor Ingresos Totales por Ventas /
Valor Insumos Totales Virutas de Hierro / Pellas, Ver
Gráfica 13

Fuente: Propia
Gráfica 13: Curva Productividad
Parcial por Insumo totales de Virutas de Hierro /
Pellas.
Relación 11: Valor Ingresos Totales por Ventas /
Valor Insumos Totales De Cuarzo, Ver Gráfica 14

Fuente: Propia
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |