Con el fin de revisar el progreso alcanzado, se debe
realizar una evaluación en forma regular. Solamente
después de aprobado el trabajo en el primer paso, los
trabajadores podrán seguir al paso siguiente.
Autoevaluación.
Evaluación por parte de un consultor
experto.Evaluación por parte de un
superior.Una combinación de los tres puntos
anteriores.Competencia entre grupos.
1.7 Beneficios de las 5S
Algunos de los beneficios que generan las estrategias de
las 5S son:
Mayores niveles de seguridad que redundan en una
mayor motivación de los empleadosMayor calidad
Tiempos de respuesta más cortos
Aumenta la vida útil de los
equiposGenera cultura organizacional
Reducción en las pérdidas y mermas por
producciones con defectos
2 Kanban
El sistema Kanban también se ha llamado el "
Método de Supermercado", porque la idea fue tomada de los
supermercados.
Supermercados y grandes tiendas de retail usan tarjetas
de control para los productos donde existe importante
información como el nombre del producto, el código
de producto y la ubicación del producto en el
almacén. En un supermercado las existencias de productos
son los que necesita el cliente; están disponibles cuando
el cliente los necesita y en la cantidad requerida.
La primera empresa manufacturera en utilizar este
concepto fue Toyota, Taiichi Ohno, fue quien promovió la
idea de justo a tiempo y aplicó este concepto,
comparó el supermercado y el cliente; con el proceso
anterior y el proceso siguiente, respectivamente en una empresa
de manufacturas. Al tener el próximo proceso (el cliente)
ir al anterior proceso (el supermercado) para tener las partes
necesarias cuando son necesarias y en la cantidad
necesaria.
Un Kamban es una tarjeta que va dentro una funda
rectangular de plástico. Se utilizan principalmente dos
tipos: el Kanban de transporte y el Kanban de producción.
El primero especifica el tipo y la cantidad de producto a retirar
por el proceso posterior, mientras el Kanban de producción
indica el tipo y la cantidad a fabricar por el proceso anterior
denominándose por tal razón Kanban de
proceso.
Reglas Kanban
Regla 1 – El proceso posterior
recogerá del anterior los productos necesarios en las
cantidades precisas del lugar y momento oportuno.
Se deberá prohibir cualquier retiro de piezas o
elementos sin la correspondiente utilización del Kanban.
Estará también prohibido cualquier retiro de piezas
o elementos en cantidades mayores que las especificadas en los
kanbans. Por último, un Kanban siempre deberá estar
adherido a un producto físico (o a un
contenedor).
Se debe tener en cuenta que, como requisitos previos del
sistema, habrá que incorporar las condiciones siguientes:
nivelado de la producción, organización de los
procesos y estandarización de tareas.
Figura 4. Diagrama Conceptual del sistema
Kanban
Fuente:
http://www.toyota.co.jp/en/index.html
Regla 2 – El proceso precedente
deberá fabricar sus productos en las cantidades requeridas
por el proceso siguiente.
Por tal motivo se prohíbe una producción
mayor que el número de fichas Kanban. Por otra parte,
cuando en un proceso anterior hayan de producirse varios tipos de
piezas, su producción deberá seguir la secuencia
con que se han entregado los diversos tipos de Kanban.
Regla 3 – Los productos defectuosos nunca
deben pasar al proceso siguiente.
El incumplimiento de esta regla comprometería la
existencia misma del sistema Kanban. Si llegaran a identificarse
en el proceso siguiente algunos elementos defectuosos,
tendría lugar una parada de la línea, al no tener
unidades extras en existencia y devolvería los elementos
defectuosos al anterior proceso.
El sistema se basa pues en la idea de autocontrol siendo
su propósito el evitar la repetición de
defectos.
Regla 4 – El número de Kanban debe
minimizarse.
Kanban expresa la cantidad máxima de existencias
de un determinado insumo o elemento, la autoridad final para
modificar el número de Kanbans se delega en el supervisor
de cada proceso. Si un proceso se perfecciona gracias a la
disminución de tamaño del lote y al acortamiento
del plazo de fabricación será posible disminuir a
su vez el número de Kanban necesarios. La
delegación de autoridad para determinar el número
de Kanban es el primer paso para promover el perfeccionamiento de
las capacidades directivas.
Regla 5 – El Kanban habrá de
utilizarse para lograr la adaptación a pequeñas
fluctuaciones de la demanda.
Con ello hacemos mención al rasgo más
notable del sistema Kanban consistente en adaptarse a los cambios
repentinos en los niveles de demanda o de las exigencias de la
producción.
El Kanban es una de aquellas herramientas que si se
utiliza de forma incorrecta puede causar una enorme diversidad de
problemas. Para utilizar el Kanban de forma adecuada y eficiente,
se debe establecer claramente un objetivo y función para
determinar luego las normas para su uso.
La información en la etiqueta Kanban debe ser tal, que
debe satisfacer tanto las necesidades de manufactura como las de
proveedor de material. La información necesaria en Kanban
sería la siguiente:
Número de parte del componente y su
descripción.Nombre / Número del producto.
Cantidad requerida.
Tipo de manejo de material requerido.
Dónde debe ser almacenado cuando sea
terminado.Punto de reorden.
Secuencia de ensamble / producción del
producto.
3 Just in Time (Justo
a Tiempo)
Just-in-Time fue creado y desarrollado en la empresa
Toyota por el ingeniero Taiichi Ohno. Su concepto principal es
que define el despilfarro como cualquier actividad que no aporta
valor para el cliente. Toyota adoptó la estrategia de
eliminar todo uso de recursos por encima del mínimo
teórico necesario (mano de obra, equipos, tiempo, espacio,
energía), además, de comprar los productos en el
momento preciso y en las cantidades requeridas.
La principal fuente de despilfarro es la existencia de
stocks en sus diversas formas, lo que arrastra o genera
ineficiencias (sobreproducción, procesos inadecuados,
movimientos improductivos, productos defectuosos, tiempos
muertos, etc.)
Así nace el concepto justo a tiempo, como base de
un sistema de arrastre o pull , el que busca producir en cada
etapa del proceso la clase de piezas o componentes requeridos, en
las cantidades necesarias y en el momento oportuno y si fuera
posible, con calidad perfecta.
El sistema Just-in-Time tiene cuatro objetivos
esenciales que son:
1. Atacar los problemas
fundamentales.2. Eliminar despilfarros.
3. Buscar la simplicidad.
4. Diseñar sistemas para identificar
problemas.
Estos cuatro principios forman una estructura alrededor
de la cual podemos formular la aplicación del sistema
JIT
3.1 Atacar los problemas
fundamentales.
Una manera de ver ello es a través de la
analogía del río de las existencias (figura 5). El
nivel del río representa las existencias y las operaciones
de la empresa se visualizan como un barco que navega por el
mismo. Cuando una empresa intenta bajar el nivel del río
(o sea reducir el nivel de sus existencias) descubre rocas, es
decir, problemas. Hasta hace poco, cuando estos problemas
surgían en las empresas tradicionales, la respuesta era
aumentar las existencias para tapar el problema. En cambio, la
filosofía del JIT indica que cuando aparecen problemas
debemos enfrentarnos a ellos y resolverlos (las rocas deben
eliminarse del lecho del río). El nivel de las existencias
puede reducirse entonces gradualmente hasta descubrir otro
problema; este problema también se resolvería, y
así sucesivamente.

Figura 5. El río de las
existencias
Fuente:
http://www.monografias.com/trabajos16/teorias-jit/teorias-jit.shtml
3.2 Eliminar despilfarros.
En este contexto significa eliminar todo aquello que no
añada valor al producto. Ejemplos de operaciones que
añaden valor son los procesos como cortar metal, soldar,
insertar componentes electrónicos, etc. Ejemplos de
operaciones que no añaden valor son la inspección,
el transporte, el almacenaje, la preparación, entre otros.
Por ejemplo el enfoque tradicional es tener inspectores
estratégicamente situados para examinar las piezas y si es
necesario, interceptarlas. Esto conlleva ciertas desventajas,
incluyendo el tiempo que se tarda en inspeccionar las piezas y el
hecho de que los inspectores muchas veces descubren las fallas
cuando ya se ha fabricado un lote entero, con lo cual hay que
reprocesar todo el lote o desecharlo, dos soluciones sin lugar a
dudas muy caras.
En el enfoque Just-in-Time se orienta a eliminar la
necesidad de una fase de inspección independiente,
poniendo el énfasis en dos imperativos:
1. Hacer bien las cosas a
la primera.
2. Conseguir que el
operario asuma la responsabilidad de controlar el proceso y
llevar a cabo las medidas correctivas que sean necesarias,
proporcionándole unas pautas que debe alcanzar.
Eliminar despilfarros requiere una lucha continua para
aumentar gradualmente la eficiencia de la organización y
exige la colaboración de una gran parte de las personas de
la empresa. Si se quiere eliminar las pérdidas con
eficacia, el programa debe implicar una participación
total de la mayor parte de los empleados. Ello significa que hay
que cambiar el enfoque tradicional de decirle a cada empleado
exactamente lo que debe hacer, y pasar a la filosofía JIT
en la cual se pone un especial énfasis en la necesidad de
respetar a los trabajadores e incluir sus aportes cuando se
formulen planes y se hagan funcionar las instalaciones.
Sólo de esta forma podremos utilizar plenamente las
experiencias y pericias de los trabajadores.
3.3. Buscar de la simplicidad.
Los enfoques de la gestión productiva de moda
durante la década de los setenta y principio de los
ochenta se basaban en la premisa de que la complejidad era
inevitable. JIT pone énfasis en la búsqueda de la
simplicidad, basándose en el principio de que enfoques
simples conducirán hacia una gestión más
eficaz. El primer tramo del camino hacia la simplicidad cubre dos
zonas: Flujo de material y el Control.
3.3.1 Flujo de material
Consiste en eliminar las rutas complejas y buscar
líneas de flujo más directas, si es posible
unidireccionales.
La mayoría de las plantas occidentales fabrican
en base a lotes, están organizadas en base a una
disposición por procesos. Cada proceso implica una
considerable cantidad de tiempo de espera que se añade al
tiempo que se invierte en el transporte de los artículos
de un proceso a otro. Las consecuencias son largos plazos de
fabricación, problemas de planificación, retrasos
en las entregas, cancelación de pedidos, cambio en las
prioridades, los productos se paran y quedan estancados en la
fábrica.
3.3.2 El Control
Just in Time examina la fábrica y parte de la
base de que se puede conseguir muy poco colocando un control
complejo en una fábrica compleja.
JIT pone énfasis en la necesidad de simplificar
la complejidad de la fábrica y adoptar un sistema simple
de controles. El enfoque JIT, esta basado en el uso de los
sistemas de arrastre, asegura que la producción no exceda
de las necesidades inmediatas, reduciendo así el producto
en curso y los niveles de existencias; al mismo tiempo, disminuye
los plazos de fabricación y el tiempo se invierte en
eliminar las fuentes de futuros problemas mediante un programa de
mantenimiento preventivo. Just-in-Time hace uso del sistema de
arrastre Kanban, elimina el conjunto complejo de flujos de datos,
ya que es esencialmente, en su forma original, un sistema manual.
Esta es la principal diferencia con respecto a los enfoques
occidentales de control de materiales. Si disminuye la demanda,
el personal y la maquinaria no producen
artículos.
Las principales ventajas que se pueden obtener del uso
de los sistemas Just-in-Time tipo arrastre son las
siguientes:
1. Reducción de la cantidad de productos
en curso.2. Reducción de los niveles de
existencias.3. Reducción de los plazos de
fabricación.4. Reducción gradual de la cantidad de
productos en curso.5. Identificación de las zonas que crean
cuellos de botella.6. Identificación de los problemas de
calidad.7. Gestión más simple.
3.4 Establecer sistemas para identificar
problemas.
El sistema de arrastre Kanban saca los problemas a la
luz, en tanto que el control estadístico de procesos (CEP)
ayuda a identificar la fuente del problema. Con el JIT, cualquier
sistema que identifique los problemas se considera beneficioso y
cualquier sistema que los enmascare, perjudicial. Los sistemas
diseñados con la aplicación del JIT deben pensarse
de manera que accionen algún tipo de aviso cuando surja un
problema. Hay que hacer dos cosas:
1. Establecer mecanismos para identificar los
problemas.2. Estar dispuesto a aceptar una
reducción de la eficiencia a corto plazo con el fin de
obtener una ventaja a largo plazo.
Los objetivos del Just-in-Time suelen resumirse en la
denominada "Teoría de los Cinco Ceros", siendo
estos:
Cero Defectos.
Cero Averías.
Cero Stock.
Cero Plazos.
Cero Papel.
4 SMED (Single Minute
Exchange of Die)
Es esencial para realizar la producción en
pequeños lotes y para tratar los cambios de la demanda.
Forma parte del corazón del sistema de producción
Toyota. Es un método necesario para alcanzar el JIT
(Shigeo Shingo.,1985) que como escribe el autor es un fin no un
medio.
El SMED contiene tres elementos esenciales:
Es un método de pensamiento básico
sobre la producciónEs un sistema realista
Es un método practico
El SMED nació en 1950 cuando Shigeo Shingo
dirigía un estudio de mejora de eficacia para Toyo Kogyo
(Mazda). Esta pretendía eliminar los grandes cuellos de
botella provocadas por las prensas de moldeado de
carrocerías. Después de realizar un análisis
in situ, vio que las operaciones de preparación de maquina
eran realmente de dos tipos fundamentalmente
diferentes:
Preparación interna(IED), solo pueden
realizarse con la maquina paradaPreparación externa (OED), pueden realizarse
cuando la maquina está en operación.
Shigeo Shingo se dio cuenta que muchas veces en el
cambio de matriz de la prensa el operario perdía mucho
tiempo en buscar pernos que faltaban en la matriz a montar
ocurriendo esto una vez, la prensa estaba parada. Todo lo que se
hizo fue establecer un procedimiento de preparación
externa: verificar que los pernos necesarios estaban listos para
la siguiente preparación. Esto elevó la eficacia de
las prensas alrededor del 50% y el cuello de botella
desapreció. Así nació el SMED.
En 1969, visitó una planta de Toyota en la que
había una prensa de 1000 toneladas que Wolkswagen cambiaba
de útiles y operaba en 2 horas, sin embargo ellos lo
hacían en 4 horas. En un primer momento distinguió
junto al jefe de planta las IED de las OED, intentando mejorar
cada una por separado, al igual que había hecho con
éxito en otras empresas. Después de 6 meses
rebajaron el tiempo a 90 minutos. Poco después el director
de la división les encomendó reducirlo a tres
minutos. Tras reflexionar brevemente les llegó la
inspiración "¿Por qué no convertir
preparaciones internas en externas?". Tras meditar en como
hacerlo listó ocho técnicas para acortar los
tiempos de preparación de prensas. Usando esto fueron
capaces de alcanzar el objetivo de 3 minutos. En ese momento
bautizó ese concepto como "Cambio de útiles en
menos de 10 minutos" o SMED.
El SMED fue adoptado por todas las fábricas de
Toyota y continuó evolucionando como uno de los elementos
principales del Sistema de Producción Toyota. El
desarrollo del concepto SMED le llevó diecinueve
años en total. Su fundamento es:
1. Separación de preparación
interna y externa2. Convertir preparación interna en
externa3. Perfeccionar todos los aspectos de la
operación de preparación.
En síntesis la relación del SMED con el
Sistema de Producción Toyota es:
La eliminación de los despilfarros de la
sobreproducción (sistema Ford) no pueden alcanzarse
sin el SMED.La reducción de los plazos de
ejecución requiere pequeños lotes de
producción.Se debe llegar a dominar el SMED si deseamos tener
capacidad para responder a los cambios en la demanda de los
consumidores.
Por lo que se puede decir que la piedra angular del
Sistema de Producción Toyota es el SMED y es la
técnica base para articular esta nueva filosofía de
producción.
Otros efectos del SMED son:
Ofrece un método para alcanzar una
producción en pequeñas series y alta diversidad
con mínimos niveles de stock, con el consiguiente uso
de la planta más eficiente.Aumento de productividad conforme se eliminan
operaciones de manejo de stock.Eliminación de stock erróneos debido a
errores en la estimación de la demanda,Reducción de deterioros de las
mercancías,Aumento de habilidad de producción mezclada
de varios tipos de artículos reduciendo el stock
adicional.Incremento de las tasas de trabajo de
máquinas y de su capacidad productiva,Eliminación de errores de preparación
de máquinas, mejora de la calidad,Incremento de la seguridad industrial.
Reducción del tiempo de
preparación.Reducción de costos.
Mejora de la actitud de los operarios.
Menor nivel de entrenamiento.
Reducción de plazos de
fabricación.Eliminación de esperas de proceso.
Incrementar la flexibilidad de la
producción.Eliminación de ideas
preconcebidas.Nuevas actitudes, una revolución en el
pensamiento que hace posible lo imposibleAcortar los plazos de fabricación hasta el
mínimo y responder inmediatamente a los cambios de la
demanda.
5 Jidoka
La palabra jidoka se refiere a "la automatización
con un toque humano", en contraposición a una
máquina automática que sólo se mueve bajo la
vigilancia y supervisión de un operador. Este concepto
tiene sus orígenes en el telar automático inventado
en 1896 por Sakichi Toyoda fundador de Toyota.
Jidoka permite que el proceso tenga su propio
autocontrol de calidad. Así, por ejemplo, si existe una
anormalidad durante el proceso, este se detendrá ya sea
automática o manualmente, impidiendo que las piezas
defectuosas avancen en el proceso. Todo lo contrario a los
sistemas tradicionales de calidad, en los cuales las piezas son
inspeccionadas al final de su proceso productivo. Jidoka mejora
la calidad en el proceso ya que solo se producirán piezas
con cero defectos.
Jidoka no funciona con sólo con el simple hecho
de detectar una anomalía y parar la línea, es algo
más, es corregir la condición anormal e investigar
la causa raíz para eliminarla para siempre. Una buena
ejecución de Jidoka consta de cuatro pasos:
1. Detectar la anormalidad.
2. Detener la línea de
producción.
3. Fijar o corregir la condición
anormal.
4. Investigar la causa raíz e implementar las
medidas correctivas.
Los dos primeros pasos pueden ser automatizados, los
pasos tres y cuatro son de total dominio de personas, ya que
requieren de un diagnóstico, de un análisis y de
una resolución de problemas.
Dos de los elementos esenciales para Jidoka funcione son
sistemas Andon y Poka-yoke
6. Andon
Es el término japonés que significa
"ayuda". Es un tablero de luces o señales luminosas que
indican las condiciones de trabajo de un área entera de
producción, el color indica el tipo de problema o la
condición de trabajo.
El tablero de alarmas será activado vía
tirón de una cuerda o al apretar un botón por el
operador para una línea productiva, también se
puede activar automáticamente.
Si un problema ocurre, el tablero de Andon se
iluminará para señalar al supervisor que la
estación de trabajo está en problema. A veces se
incorpora una melodía junto con la tabla de Andon para
proporcionar un signo audible para ayudar al supervisor a
comprender hay un problema en su área.
Las variantes para los sistemas Andon son ilimitadas y
el diseño depende del tipo de proceso y cantidad de
líneas o maquinas que se deseen monitorear.
Los Sistemas Andon simples con luz de un solo
color:
Las luces apagadas indican que el proceso esta
trabajando normalmente, las luces encendidas indican al
supervisor la estación de trabajo donde existe una
anormalidad, pero no indica que tipo de problema. El supervisor
tendrá que coordinar una acción junto con el
departamento involucrado una vez que se entera de viva voz del
operador del detalle de la anormalidad. Una vez solucionado se
apaga la luz.
Los Sistemas Andon Matriz con luz de un solo
color:
Este tipo de tablero alerta al supervisor e indica el
lugar y el tipo de anomalía que se esta produciendo. Por
ejemplo puede ser problemas de materia prima, mantenimiento,
calidad etc. una vez solucionado el problema se vuelve a apagar
la luz.
Los Sistemas Andon
Multicolor:
Indican al supervisor del área el lugar y el tipo
de anomalía, pero como esta señalado con colores
específicos para los departamentos de apoyo como
mantención, calidad, suministros permite que ellos se
enteren inmediatamente del problema.
El significado de cada luz de color cada empresa lo
maneja a su gusto por ejemplo:
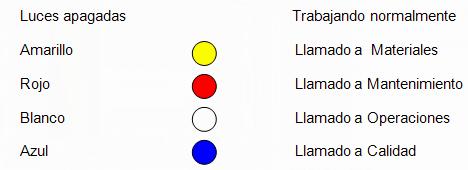
Figura 6. Luces utilizadas en tableros
Andon
Fuente: Elaboración
propia
Ventajas de los sistemas Andon:
Permite acciones correctivas oportunas alertando al
personal cuando ocurren las condiciones anormales.Ayuda los supervisores a pasar menos tiempo y
esfuerzo supervisando la situación, y más
tiempo que solucionando anormalidades.Elimina la corrección tardía
basándose en reportes, los operadores pueden divulgar
averías inmediatamente y las medidas correctivas se
pueden realizar en la fuente con evidencias aun
frescas.Son simples y fáciles entender
7 Poka
Yoke
Este concepto fue desarrollado por Shigeo Shingo en los
años 60 quien lo desarrolló ampliamente en la
empresa Toyota. El término Poka Yoke significa "a prueba
de errores" y viene de las palabras japonesas "poka" (error
inadvertido) y "yoke" (prevenir).
La finalidad de los dispositivos Poka Yoke son detectar
fallas antes de que sucedan.
Originalmente el sistema se concibió para
corregir los errores de piezas mal fabricadas las cuales
seguían en el proceso productivo con el consiguiente
aumento de costos por reproceso, actualmente, también se
garantiza la seguridad de los trabajadores de cualquier
máquina o proceso en el cual se encuentren relacionados,
de esta manera, se evitan accidentes.
Afirmaba Shingo que la causa de los errores estaba en
los trabajadores y los defectos en las piezas fabricadas se
producían por no corregir aquéllos, si los errores
no se permite que se presenten en la línea de
producción, entonces la calidad será alta y el
reproceso poco. Esto aumenta la satisfacción del cliente y
disminuye los costos al mismo tiempo.
Los sistemas Poka-yoke son herramientas
simples que permiten llevar a cabo el 100% de inspección,
retroalimentación y acción inmediata cuando los
defectos o errores ocurren.
Un sistema Poka-Yoke posee dos
funciones:
1. La primera es la de hacer la
inspección del 100% de las partes
producidas.2. La segunda es detectar
anormalidades, dar retroalimentación y acción
correctiva.
El primer paso para lograr cero defectos es
distinguir entre errores y defectos.
Defectos, son resultados
Errores son las causas de los
resultados
Objetivos a lograr con
poka-yoke:
1. Evitar de algún modo el error
humano;
Los seres humanos siempre estamos propensos a cometer
errores, tener incidentes o accidentes y algunas causas
son:
Olvidos,
Desconocimiento o
inexperiencia;Identificación mala de una
situación por apuro o por estar alejada de la
misma,Voluntarios cuando decidimos ignorar
las reglas,Lentitud de acciones con respecto una
situación,Falta de estándar, pautas o
procedimientos,Cuando la situación es diferente
a la que se da normalmente,Intencionales Son los
sabotajes.
2. Resaltar el defecto tal manera que
sea obvio.
Algunos defectos que se pueden detectar son:
Montaje de piezas
defectuoso.Piezas omitidas.
Piezas equivocadas.
Proceso equivocado (Proceso para otro
ítem)Operación defectuosa.
Ajuste defectuoso.
Montaje del equipo
defectuoso.Herramientas y / o útiles mal
preparados
Clasificación de los métodos
Poka-yoke
1. Métodos de contacto. Son métodos donde
un dispositivo sensitivo detecta las anormalidades en el acabado
o las dimensiones de la pieza, donde puede o no haber contacto
entre el dispositivo y el producto.
2. Método de valor fijo. Con este método,
las anormalidades son detectadas por medio de la
inspección de un número específico de
movimientos, en casos donde las operaciones deben de repetirse un
número predeterminado de veces.
3. Método del paso-movimiento. Estos son
métodos en el cual las anormalidades son detectadas
inspeccionando los errores en movimientos estándares donde
las operaciones son realizadas con movimientos predeterminados.
Este método es extremadamente efectivo y tiene un amplio
rango de aplicación. La posibilidad de su uso debe de
considerarse siempre que se este planeando la
implementación de un dispositivo Poka-Yoke.
Ejemplos de poka-yoke aplicados
serían:
Formularios de colores determinados
para su más fácil identificación y
archivo, evitando el archivar en un lugar incorrecto y de
hacerlo poder identificar rápidamente el
error.La utilización de lector de
código de barras para evitar el error de carga de
datos precios o códigos.Los interruptores de los circuitos
eléctricos que previenen incendios al cortar la
corriente eléctrica cuando existe una
sobrecarga.Los lavamanos cuentan con un orificio
cerca del borde superior que previene el derramamiento del
agua fuera del lavamanos.
8 TPM (Total
Productive Maintenance)
El concepto de TPM (Mantenimiento total productivo) nace
en la empresa Toyota bajo el alero del Sistema de
Producción Toyota. Esta nueva forma de abordar el
mantenimiento fue desarrollado a fines de los años sesenta
por el ingeniero Seiichi Nakajima con la guía de Shigeo
Shingo y con la premisa de Total Quality Management (TQM),
ideó una forma de lograr Cero paradas y Cero defectos en
el sistema productivo.
TPM es un sistema innovador de producción que
consiste en que el personal día a día realice
actividades de mantenimiento básico a la maquinaria,
equipos e instalaciones, esto permite el mejoramiento continuo a
través del conocimiento profundo de la maquinaria y
proceso por parte del operario.
Conceptos y definiciones
El objetivo del mantenimiento de máquinas y
equipos lo podemos definir como conseguir un determinado nivel de
disponibilidad de producción en condiciones de calidad
exigible, al mínimo costo y con el máximo de
seguridad para el personal que las utiliza y mantiene.
Por disponibilidad se entiende la proporción de
tiempo en que la maquina está dispuesta para la
producción respecto al tiempo total. Esta disponibilidad
depende de dos factores críticos:
1. La fiabilidad, es un índice de la
calidad de las instalaciones y de su estado de
conservación, y se mide por el tiempo medio entre
averías. Tiempo entre fallas.
2. La mantenibilidad es representado por el
tiempo que se demora en reparar la falla.
En consecuencia, un adecuado nivel de disponibilidad se
alcanzará con unos óptimos niveles de fiabilidad y
de mantenibilidad, es decir, que ocurran pocas averías y
que éstas se reparen rápidamente.
Evolución del TPM
Para llegar al Mantenimiento Productivo Total hubo que
pasar por tres fases previas:
1. El Mantenimiento de Reparaciones (o
Reactivo), el cual se basa exclusivamente en la
reparación de averías. Solamente se
procedía a labores de mantenimiento ante la
detección de una falla o avería y una vez
ejecutada la reparación no se buscaban las
causas.
2. El Mantenimiento Preventivo, Con ésta
metodología de trabajo se busca por sobre todas las cosas
la mayor rentabilidad económica en base a la máxima
producción, estableciéndose para ello funciones de
mantenimiento orientadas a detectar y/o prevenir posibles fallos
antes que tuvieran lugar.
3. El Mantenimiento Productivo, constituye la tercera
fase de desarrollo antes de llegar al TPM. El Mantenimiento
Productivo incluye los principios del Mantenimiento Preventivo,
pero le agrega un plan de mantenimiento para toda la vida
útil del equipo, más labores e índices
destinamos a mejorar la fiabilidad y mantenibilidad.
TPM desarrolla e incorpora una serie de conceptos nuevos
a los métodos existentes, entre los cuales cabe destacar
el Mantenimiento Autónomo, el cual es ejecutado por los
propios operarios de producción, la participación
activa de todos los empleados, desde los altos cargos hasta los
operarios de planta. También agrega a conceptos antes
desarrollados como el Mantenimiento Preventivo, nuevas
herramientas tales como las Mejoras de Mantenibilidad, la
Prevención de Mantenimiento y el Mantenimiento
Correctivo.
El TPM adopta cómo filosofía el principio
de mejora continua desde el punto de vista del mantenimiento y la
gestión de equipos. El Mantenimiento Productivo Total ha
recogido también los conceptos relacionados con el
Mantenimiento Basado en el Tiempo (MBT) y el Mantenimiento Basado
en las Condiciones (MBC).
El MBT trata de planificar las actividades de
mantenimiento del equipo de forma periódica, sustituyendo
en el momento adecuado las partes que se prevean de dichos
equipos, para garantizar su buen funcionamiento.
El MBC trata de planificar el control a ejercer sobre el
equipo y sus partes, a fin de asegurarse de que reúnan las
condiciones necesarias para una correcta operación y
puedan prevenirse posibles averías o anomalías de
cualquier tipo.
El TPM constituye un nuevo concepto en materia de
mantenimiento, basado este en los siguientes cinco principios
fundamentales:
1 Participación de todo el personal,
desde la alta dirección hasta los operarios de planta.
Incluir a todos y cada uno de ellos permite garantizar el
éxito del objetivo.
2. Creación de una cultura corporativa
orientada a la obtención de la máxima eficacia
en el sistema de producción y gestión de los
equipos y maquinarias. De tal forma se trata de llegar a la
Eficacia Global (OEE).
3. Implantación de un sistema de
gestión de las plantas productivas tal que se facilite
la eliminación de las pérdidas antes de que se
produzcan y se consigan los objetivos.4. Implantación del mantenimiento
preventivo como medio básico para alcanzar el objetivo
de cero pérdidas mediante actividades integradas en
pequeños grupos de trabajo y apoyado en el soporte que
proporciona el mantenimiento autónomo.
5. Aplicación de los sistemas de
gestión de todos los aspectos de la producción,
incluyendo diseño y desarrollo, ventas y
dirección.
La aplicación del TPM garantiza a las empresas
resultados en cuanto a la mejora de la productividad de los
equipos, mejoras corporativas, mayor capacitación del
personal y transformación del puesto de
trabajo.
Entre los objetivos principales y fundamentales del TPM
se tienen:
Reducción de averías en los
equipos.Reducción del tiempo de espera y de
preparación de los equipos.Utilización eficaz de los equipos
existentes.Control de la precisión de las herramientas y
equipos.Promoción y conservación de los
recursos naturales y economía de
energéticos.Formación y entrenamiento del
personal.
Para que TPM pueda funcionar se deben exponer los
defectos ocultos y restaurar las condiciones óptimas del
equipo antes de su deterioro.
Las siguientes cinco medidas ayudan a eliminar los
desperfectos:
1. Regularice las condiciones básicas de:
Limpieza, lubricación y reapriete.
2. Seguir los procedimientos de
operación.
3. Elimine el desperfecto.
4. Mejore las debilidades del diseño.
5. Mejore las habilidades y destrezas de los operadores
y operarios de mantenimiento.
9 Kaisen
Kaisen significa mejoramiento continuo. El concepto fue
desarrollado por el Dr. Masaaki Imai quien determino que kaisen
es como una sombrilla que cubre todos los aspectos para la mejora
de los procesos productivos y el control de calidad.
Kaisen se define a partir de dos palabras japonesas
"Kai" que significa cambio y "Zen" que quiere decir para mejorar,
así, podemos decir que "Kaizen" es "cambio para mejorar" o
"mejoramiento continuo", como comúnmente se le
conoce.
Kaisen es más que una metodología para
mejorar procesos, es una cultura, de mejorar día a
día la cual debe ser liderada por la alta dirección
de la empresa.
Los dos pilares que sustentan Kaizen son los equipos de
trabajo y la Ingeniería Industrial, que se emplean para
mejorar los procesos productivos. Kaizen se enfoca a la gente y a
la estandarización de los procesos. Su práctica
requiere de un equipo integrado por personal de
producción, mantenimiento, calidad, ingeniería,
compras, logística y demás empleados que el equipo
considere necesario. No es exclusividad de expertos, master ni
doctorados en calidad o sistemas de producción. Se
practica en el Gemba (en el punto de trabajo) con la gente de la
planta coordinada por un facilitador.
El objetivo de Kaisen es incrementar la productividad
controlando los procesos de manufactura mediante la
reducción de tiempos de ciclo, la estandarización
de criterios de calidad y de los métodos de trabajo por
operación, además, se enfoca a la
eliminación de las tres "M" Mudas (desperdicios), Muri
(tensión), Mura (Discrepancia).
Entre los instrumentos utilizados en Kaizen se
encuentran:
1. El Círculo de Deming
a) Planificar
b) Hacer
c) Implementar
d) Chequear
2. Las cinco "S"
3. Las siete herramientas estadísticas
para la solución de problemas,
a) Diagrama de Pareto
b) Diagrama de Causa y Efecto
c) Histogramas
d) Cartas de Control
e) Diagramas de Dispersión
f) Graficas de Control
g) Hojas de Comprobación
4. Las nuevas siete herramientas.
a) Diagrama de Relaciones
b) Diagrama de Afinidad
c) Diagrama de Árbol
d) Diagrama Matricial
e) Diagrama Matricial para análisis de
datosf) Carta de Programa de Decisión de
Procesosg) Diagrama de Flechas
5. El trabajo en equipo.
La aplicación correcta y constante de estas
técnicas garantiza el incremento de un 5% mínimo
mensual de productividad en cualquier área seis semanas
después de su implementación.
Kaizen, al contrario de otras "filosofías
empresariales", no se trata de realizar grandes cambios en las
líneas productivas, se enfoca en realizar mejoras
pequeñas, pero continuadas en todas las actividades, paso
a paso y no a grandes zancadas.
Implementación de Kaisen
La aplicación del Kaizen consiste
básicamente de cuatro pasos que conforman un proceso
estructurado:
1. Planeamiento objetivos
estratégico.2. Diagnostico de la causa raíz:
identificación y diagnóstico de
problemas.3. Solución de la causa
raíz.4. Mantenimiento de resultados.
Una vez que se ha logrado cumplir con estos cuatro pasos
y se ha conseguido mejorar en cuanto a la satisfacción del
cliente, se debe proceder a buscar nuevos objetivos que permitan
reiniciar el proceso, realizando esto de manera fluida y continua
en cada Gemba.
Cada vez que se logra finalizar el proceso, es decir
cuando se llega al paso de mantenimiento de resultados, resulta
oportuno que se recompense al equipo involucrado en la mejora,
dicha recompensa debe ser proporcional al logro
alcanzado.
La búsqueda constante de nuevos objetivos en los
equipos de trabajo, por lo general trae consecuencias
benéficas en términos de innovación y
lógicamente en calidad.
Para que Kaizen de resultados positivos, hay que dar
participación a los empleados, es decir, hay que mirar la
empresa al revés, colocando a las personas de base en los
primeros lugares ya que son ellos quienes conocen qué y
cómo se puede mejorar, esto implica que la
dirección y los empleados deben apostar por un cambio de
mentalidad, en el cual los primeros aprenderán a soltar
las riendas y los segundos a afrontar mayores
responsabilidades.
Palabras recientes del autor de Kaisen Masaaki
Imai4
Masaaki Imai durante la conferencia "Kaizen Management
Philosophy" impartida el 9 de Mayo de 2005, habló acerca
de esta estrategia de administración de negocios que
él creó y dijó:
"En esta época de cambios globales,
constantemente están apareciendo en escena nuevos
competidores para las empresas, por lo tanto, ya no basta con ser
el mejor en el país para tener éxito en la escena
global, hay que ser los mejores del ramo, porque si no, va a ser
muy difícil sobrevivir".
"Kaizen es una estrategia de cambio, de mejora continua
y es por ello que ahora se necesita más que nunca para
tener éxito en nuestras empresas, es una mejoría
diaria, ese es el verdadero reto de Kaizen, que debemos estar
cambiando diariamente".
"La empresa más exitosa en el mundo
contemporáneo es Toyota. Por definición, la mejor
compañía es la que es mejor en su propio ramo.
Toyota es por mucho la mejor en la industria
automotriz"
"Kaizen es sinónimo de entrega justo a tiempo,
que es el resultado de que todo el mundo participe en el esfuerzo
de mejorar día tras día"
"Los clientes quieren mejorar calidad al mejor costo
posible y que se les entregue a tiempo, esos son los tres
requerimientos más importantes, por consiguiente si
estamos tratando de hacer mejorías, debemos incorporarlos
a través de nuestra gente, de nuestros recursos humanos.
Hay que mejorar nuestra cultura organizacional y también
se requiere una gran calidad de liderazgo por parte de la alta
gerencia"
4 Zaragoza Naveri. (2005)
www.iteso.mx
10 O.E.E (Overall
Equipment Effectiveness)
El OEE (Overall Equipment Effectiveness o Eficiencia
General de los Equipos) es un indicador porcentual que sirve para
medir la eficiencia productiva de la maquinaria
industrial.
El concepto fue desarrollado en Toyota por el ingeniero
Seiichi Nakajima, hoy en día, se ha convertido en un
estándar internacional reconocido por las principales
industrias alrededor del mundo.
Las máquinas son diseñadas desde la base
de una cierta capacidad de producción. En la
práctica, y por diferentes motivos, la producción
siempre se queda muy por detrás de la capacidad que fue
instalada.
La ventaja del OEE frente a otros ratios es que mide, en
un único indicador, todos los parámetros
fundamentales en la producción industrial: la
disponibilidad, la eficiencia y la calidad.
Disponibilidad
La Disponibilidad resulta de dividir el
tiempo que la máquina ha estado produciendo (Tiempo de
Operación: TO) por el tiempo que la máquina
podría haber estado produciendo. El tiempo que la
máquina podría haber estado produciendo (Tiempo
Planificado de Producción: TPO) es el tiempo total menos
los periodos en los que no estaba planificado producir por
razones legales, festivos, almuerzos, mantenimientos programados,
etc., lo que se denominan Paradas Planificadas
Disponibilidad = (TO / TPO) x 100
donde:
TPO = Tiempo Total de trabajo – Tiempo de Paradas
Planificadas
TO = TPO – Paradas y/o Averías
Rendimiento
El Rendimiento resulta de dividir la
cantidad de piezas realmente producidas por la cantidad de piezas
que se podrían haber producido. La cantidad de piezas que
se podrían haber producido se obtiene multiplicando el
tiempo en producción por la capacidad de producción
nominal de la máquina.
Capacidad Nominal. Es la capacidad de la
máquina o equipo declarada en la especificación
técnica. Se denomina también Velocidad
Máxima u Óptima equivalente a Rendimiento Ideal
(Máximo u Óptimo) del equipo o máquina. Se
mide en Número de Unidades / Hora. En vez de utilizar la
Capacidad Nominal se puede utilizar el Tiempo Ideal
Ciclo.
Tiempo de Ciclo Ideal. Es el mínimo
tiempo de ciclo en el que el proceso se espera que pueda trabajar
en circunstancias óptimas.
Tiempo de Ciclo Ideal = 1 / Capacidad
Nominal
La Capacidad Nominal o tiempo de Ciclo Ideal, es lo que
primero debe ser establecido. En general, está
proporcionada por el fabricante, aunque suele ser una
aproximación, ya que puede variar considerablemente
según la circunstancias de operación de la
máquina o equipo. Es mejor realizar experimentos para
determinar el verdadero valor. La capacidad nominal deberá
ser determinada para cada producto (incluyendo formato y
presentación). Se pueden presentar dos casos:
a) Existen datos: Será el valor máximo
especificado por el fabricante para la máquina o
equipo.
b) No existen datos: Se elige como valor el
correspondiente a las mejores 4 horas de un total de 400 horas de
funcionamiento.
El valor será siempre el referido al producto
final que sale de la línea.
El rendimiento, tiene en cuenta todas las
pérdidas de velocidad se mide en Se mide en tanto por uno
o tanto por ciento.
Rendimiento = Tiempo de Ciclo Ideal / (Tiempo de
Operación/ Nº Total Unidades) ó
Rendimiento = Nº Total Unidades / (Tiempo de
Operación x Velocidad Máxima)
Calidad
Disminuye la pérdida de velocidad. El tiempo
empleado para fabricar productos defectuosos deberá ser
estimado y sumado al tiempo de Paradas, ya que durante ese tiempo
no se han fabricado productos conformes. Por lo tanto, la
pérdida de calidad implica dos tipos de
pérdidas:
Pérdidas de Calidad, es igual al
número de unidades malas fabricadas.Pérdidas de Tiempo Productivo, igual al
tiempo empleado en fabricar las unidades
defectuosas.
En función de que las unidades sean o no
válidas para ser reprocesadas, incluyen:
Tiempo de reprocesado.
Costo de tirar, reciclar, etc. las unidades
malas.
Tiene en cuenta todas las pérdidas de calidad del
producto. Se mide en tanto por uno o tanto por ciento de unidades
no conformes con respecto al número total de unidades
fabricadas. Nº de unidades Conformes
Calidad = Q = Nº de unidades Conformes /
Nº unidades Totales
Las unidades producidas pueden ser conformes, buenas, o
no conformes, malas o rechazos. A veces, las unidades no
conformes pueden ser reprocesadas y pasar a ser unidades
conformes. La OEE sólo considera buenas las que se salen
conformes la primera vez, no las reprocesadas. Por tanto las
unidades que posteriormente serán reprocesadas deben
considerarse rechazos, es decir, malas.
Por lo tanto, la Calidad resulta de dividir las piezas
buenas producidas por el total de piezas producidas incluyendo
piezas trabajadas nuevamente o desechadas.
El OEE indica cómo de efectivamente las
máquinas están siendo utilizadas comparado con la
Máquina Ideal (OEE = 100%).
El OEE resulta de multiplicar la
Disponibilidad, la Eficiencia y la Calidad. El resultado esta
expresado en Porcentaje.

Figura 7. Tiempo total de
Operación
Fuente: Elaboración
propia
Clasificación del OEE
1. OEE < 65 % Inaceptable. Se
producen importantes pérdidas económicas baja
competitividad.
2. 65 % < OEE < 75 % Regular.
Aceptable sólo si se está en proceso de mejora.
Pérdidas económicas. Baja
competitividad.
3. 75% < OEE < 85% Aceptable.
Continuar la mejora para superar el 85 % y avanzar hacia la
World Class. Ligeras pérdidas económicas.
Competitividad ligeramente baja.
4. 85% < OEE < 95% Buena. Entra en
valores de World Class. Buena competitividad.
5. OEE = 95 % Excelencia. Valores World
Class. Excelente competitividad.
El OEE es el mejor método disponible para
optimizar los procesos de fabricación y está
relacionada directamente con los costos de operación. El
OEE informa sobre las pérdidas, cuellos de botella del
proceso, enlaza la toma de decisiones financiera y el rendimiento
de las operaciones de planta, ya que permite justificar cualquier
decisión sobre nuevas inversiones. Además, las
previsiones anuales de mejora del índice OEE permiten
estimar las necesidades de personal, materiales, equipos,
servicios, etc. de la planificación anual.
BIBLIOGRAFÍA
10.1 Noori Hamid, Radford Rusell. (2000).
Administración de Operaciones y Producción:
Calidad total y una respuesta sensible
rápida. (Primera edición).
Bogota, Colombia. Editorial McGRAW-HILL, 648
Pág.
10.2 Narasimhan S., WcLeavey D., Billington P., (1997).
Planeación de la Producción y Control de
Inventarios. (Segunda edición), México.
Editorial Prentice-Hall Hispanoamérica S.A., 716
Pág.
10.3 Chapman Stephen, (2006) Planificación
y control de la producción, (Primera
edición) México, Editorial Pearson
Educación, 271 Pág.
10.4 Obregoso Miguel, (2005) Reducción de
tiempos de preparación en Maquinas un Apronte desde la
filosofía Lean (Tesis), Santiago, PUC.
10.5 Belohlavek Peter, (2006) OEE-Overall
Equiment Effectiveness su abordaje unicista (Primera
edición) Buenos Aires, Argentina , Editorial Blue Eagle
Group, 230 Pág.
10.6 Ferrada Cristian, (2001) Mejoramiento
Continuo de Calidad, Herramientas para su
implementación, (Primera Edición),
Editorial Universidad de Santiago, 297 Pág.
10.7 Nakajima Seiichi, Introducción al
TPM Japan Intitute for plant Maintenance,
Tecnología de Gerencia y Producción S.A, Madrit
España 1991.
10.8 Masaaki Imai, Kaisen, la clave de la ventaja
competitiva Japonesa (Desima Edición),
Compañía Editorial Continental S.A, Mexico, 301
Pág.
10.9 CONAMA, Producción de áridos
en la Región Metropolitana
www.conama.cl/rm/568/articles-2572_capitulo2.pdf
10.10 Caldentey Fernando, Filosofía Just
In Time: beneficios proveedor – cliente Estudio de un caso
del medio local (Rosario-Argentina)
http://www.monografias.com/trabajos47/just-in-time/just-in-time.shtml
10.11 Shigeo Shingo. A Revolution in
Manufacturing : The Smed System Productivity Press, 1985
(English), ISBN 0-915299-03-8
10.12 McBride David , Heijunka: la nivelación de
carga
http://www.emsstrategies.com/dm090804article.html
10.13 Strategos, Lean Manufacturing
Strategy
http://www.strategosinc.com
10.14 Centro Andaluz para la excelencia en
la gestión, Experiencias en la aplicación de
Lean, Julio 2004
http://www.iat.es/excelencia/html/home.asp
10.15 CONAMA, Producción de
áridos en la Región Metropolitana,
1999
www.conama.cl/rm/568/articles-2572_capitulo2.pdf
10.16 ANEFA, Proceso de
Producción de Áridos.
http://www.aridos.org/escaparate/verpagina.cgi?idpagina=2517&refcompra
10.17 Rubio Pérez, Pablo , El
diseño de plantas de producción de áridos
con ayuda de sistemas expertos: Aplicación a la
comprobación de las instalaciones de la Presa de la
Serena.
http://ropdigital.ciccp.es/public/detalle_articulo.php?registro=2387
10.18 Chicaiza B. Edwing,
Teorías JIT.
/trabajos16/teorias-jit/teorias-jit.shtml
10.19 Morales Gustavo, Kanban
Just-In-Time.
/trabajos3/kanban/kanban.shtml
10.20 Clery Aguirre Arturo Guillermo,
Aplicación y uso del sistema Kanban para lograr la
eficiencia operativa de una empresa.
/trabajos6/sika/sika.shtml
10.21 Caldentey. Fernando E.,
Filosofía Just In Time: beneficios proveedor
– cliente. Estudio de un caso del medio local (Rosario –
Argentina)
/trabajos47/just-in-time/just-in-time.shtml
10.22 Pila Alonso Alberto, Shigeo
Shingo, una revolución en los métodos
productivos
/trabajos45/shigeo-shingo/shigeo-shingo.shtm
10.23 Zaragoza Nayeli, Para competir
hay que ser los mejores del ramo, semanario Cruces, pag.
4
http://www.cruce.iteso.mx/archivo/pdf/2005/269_0516.pdf
10.24 Strategos,, Lean Manufacturing
History
http://www.strategosinc.com/just_in_time.htm
10.25 Orellana H Augusto,
Mejoramiento de la calidad del proceso de lavado en linea
de envases domésticos de gas licuado de petróleo,
en planta de envasado de Abastible S.A.
/trabajos-pdf/mejoramiento-calidad-lavado-envases-gas/mejoramiento-calidad-lavado-envases-gas.shtml?monosearch
10.26 Cidem, Incrementar la eficiencia productiva a
traves de Lean Manufacturing
http://www.cidem.com/cidem/binaris/lean_manufacturing-grupogalgano_tcm48-33720.pdf
10.27 Cuatrecasas A. Lluís Cómo implantar
realmente el Lean Management (7). Flujo – Pull en la
práctica: supermercados y sistemas FIFO.
http://www.institutolean.org/articulos/articulos_ilm_0809_cuatrecasas.pdf
10.28 Olivella Jordi, Los beneficios
de la empresa durante la implantación del
lean
http://www.institutolean.org/articulos/articulos_ilm_0803_olivella.pdf
10.29 Cuatrecasas A. Lluís, Cómo
implantar realmente el Lean Management (6). Pull –
Push
http://www.institutolean.org/articulos/articulos_ilm_0807_cuatrecasas.pdf
10.30 Jones Daniel T,
¿Dónde hay que aplicar el
lean?
http://www.institutolean.org/articulos/articulos_lea_0801_jones.html
10.31 Womack Jim Respeto por la
gente
http://www.institutolean.org/articulos/articulos_lei_1207_womack.html
10.32 Instituto Lean, Articulos y Publicaciones
Periodisticas
http://www.institutolean.org/articulos/index.html
Autor:
Augusto Felix Orellana Huerta
MBA- Ingeniero Mecánico
Industrial
Profesor, Consultor y Gerente
Industrial
Santiago de Chile, Junio 2010
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |