Nonio para la lectura de
las fracciones de pulgada en que esté dividido.
Botón de deslizamiento y freno.
Diferentes tipos de
calibradores y aplicaciones
CALIBRADORES PARA TRABAJO PESADO
CON AJUSTE FINO
Se diseñan de modo que los palpadores puedan
medir superficies externas solamente, o bien permitir solo
mediciones internos con un rango útil desde 600 hasta 2000
mm cuenta con un mecanismo de ajuste para el movimiento
fino del cursor.
CALIBRADOR CON PALPADOR AJUSTABLE O DE
PUNTAS DESIGUALES
Este tipo de calibrador facilita mediciones en pianos a
diferente nivel en piezas escalonados donde no se puedan medir
con calibradores estándar, cuento con un
mecanismo de ajuste vertical del punto de medición.
CALIBRADOR CON PALPADOR AJUSTABLE Y
PUNTAS CÓNICAS
Este diseño
permite realizar mediciones de distancias entre centros, o de
borde a centro que se encuentren en un mismo plano o en planos
desiguales.
CALIBRADOR CON PUNTAS DELGADAS PARA
RANURAS ESTRECHAS
Las puntas delgadas y agudas facilitan el acceso a
ranuras angostas, permitiendo hacer mediciones que con un
calibrador de tipo estándar no podrían
realizarse.
CALIBRADOR PARA ESPESORES DE PAREDES
TUBULARES
Estos calibradores tienen un palpador cilíndrico
para medir el espesor de la pared de tubos de diámetro
interior mayores de 3 mm, el palpador se acopla perfectamente a
la pared interna del tubo facilitando y haciendo más
confiable la medición.
CALIBRADOR DE BAJA PRESIÓN CON
FUERZA
CONSTANTE
Estos calibradores son utilizados paro medir
materiales
fácilmente deformables cuentan con una unidad censora que
sirve para regular una presión
baja y constante de los palpadores sobre la pieza a
medir.
CALIBRADOR CON INDICADOR DE CUADRANTE
0 CARÁTULA
En este calibrador se ha sustituido la escala del
vernier por un
indicador de cuadrante o carátula operado por un mecanismo
de piñón y cremallera logrando que la
resolución sea aún mayor logrando hasta lecturas de
0.01 mm
Se disponen de calibradores desde 100 mm hasta 2000 mm y
excepcionalmente aún más largos.
CALIBRADOR PARA
PROFUNDIDADES
Está diseñado para medir profundidades de
agujeros, ranuras y escalones., también puede medir
distancias referidos y perpendiculares o una superficie plana del
objeto.
Operan con el mismo principio que los calibradores de
tipo estándar, su sistema de
graduación y construcción son básicamente
iguales, el cursor de estos calibradores está ensamblado
con un brazo transversal que sirve como apoyo al instrumento
sobre la superficie de referencia de la pieza que se desea medir,
pueden o no, tener el mecanismo de ajuste fino, la
carátula o la graduación vernier.
CALIBRADORES
ELECTRODIGITALES
Estos calibradores utilizan un sistema de
defección de desplazamiento de tipo capacitancia, tienen
el mismo tamaño, peso y rango de medición que los
vernier estándar, son de fácil lectura y
operación, los valores
son leídos en una pantalla de cristal líquido
(LCD), con cinco dígitos y cuentan con una
resolución de 0.01 mm, que es fácil de leer y libre
de errores de lectura.
Cuentan con una gran variedad de unidades de
transmisión de datos que
envían las mediciones a una computadora
central para la
administración y almacenamiento de
centralizado de datos, su software disponible realiza
cálculos estadísticos para la elaboración de
diagramas y
cartas de
control X-R para
control
estadístico de proceso.
Medidores de
altura
Los medidores de altura se utilizan principalmente para
marcar distancias verticales, trazar y medir diferencias en
alturas entre pianos a diferentes niveles, este dispositivo
cuenta con un solo trazador o palpador, la superficie sobre la
cual se apoya normalmente es una mesa de granito o una superficie
metálica, la cual actúa como plano de referencia
para realizar las mediciones Existe una clasificación de
cuatro tipos de medidores de altura:
Con vernier
Con carátula
Con carátula y contador
Electro digital
PRINCIPIO DE
FUNCIONAMIENTO
La forma de graduación dependiendo de[ sistema
métrico o inglés
es exactamente igual a los calibradores Vernier, de igual manera,
la forma de interpretar los valores de una
magnitud en sus escalas depende del desplazamiento del cursor
sobre la escala principal A diferencia de los calibradores, los
medidores de altura tienen un solo palpador y la superficie (mesa
de trazado o base de granito) en la cual descansa la base del
instrumento actúa como piano de referencia misma en un
calibrador vernier sería el palpador fijo.
APLICACIONES Y CARACTERÍSTICAS DE LOS
MEDIDORES DE ALTURA
Se utilizan principalmente para medir distancias
verticales, trazar y medir diferencias de alturas entre planos a
diferentes niveles, las aplicaciones se realizan colocando al
medidor de alturas un trazador o un indicador de cuadrante
con palpador orientable.
Los trazadores se utilizan principalmente para marcar,
pero también es posible medir distancias entre pianos a
diferentes niveles apoyando la pieza a medir sobre la superficie
de granito. En el caso de los indicadores de
cuadrante con palpador orientable adoptados al medidor de alturas
tienen por objeto realizar mediciones comparativas, transportar
medidas y medir diferencias de alturas entre pianos.
CARACTERÍSTICAS
Existen diferentes tipos de medidores de altura con
diferentes características en base al diseño y a
las normas con los
que se fabrican:
1 La construcción de los medidores de altura es
robusta como consecuencia de que la superficie de granito no
está integrado al instrumento, se requiere mantener
estabilidad en la perpendicularidad de la escala principal con el
plano de referencia.
2) La mayoría de los medidores de altura la
escala principal es ajustable, esto facilita la
compensación del desgaste del trazador y el ajuste a cero
en cualquier punto de referencia.
3) La base y la superficie de medición son
templados rectificadas y micro pulidas.
4) En general se puede decir que el acabado de las
escalas es de cromo satinado lo cual evita la reflexión de
la luz que lastime
la vista.El procedimiento
para leer las escalas de los medidores de altura es igual al de
los calibradores vernier, tanto en la escala métrica como
en la escala inglesa.
CLASIFICACIÓN DE LOS DIFERENTES TIPOS DE
MEDIDORES DE ALTURA
Existen diversos tipos de medidores de altura, pero solo
difieren por sus características de construcción
que facilitan o hacen más confiable su utilización,
pero sus aplicaciones son las mismas.
MEDIDOR DE ALTURA CON
CARÁTULA
La principal desventaja del medidor de altura con
vernier es que la lectura requiere de mucho tiempo y que
se inducen errores de paralaje por no leer la escala directamente
de frente, el medidor de altura de carátula resuelve este
problema.
MEDIDORES DE ALTURA
ELECTRODIGITALES
Existen dos tipos de medidores de altura electro
digital, uno de ellos utiliza un codificador rotatorio para
detectar el desplazamiento y tiene doble columna, el otro utiliza
el detector de desplazamiento tipo capacitancia y cuenta con una
sola columna de sección rectangular.
Las características de los medidores de altura
electro digitales son:
1 Los valores medidos se muestran en una pantalla de
cristal líquido de modo que pueden obtenerse lecturas
rápidas y libres de error.
2) Pueden medir y trazar con una legibilidad de 0.001
mm.
3) La auto calibración a cero permite fijar el
punto a medir donde se desee, lo cual elimina la necesidad de
calcular diferencias de altura.
4) Funciona con baterías para operarlo
libremente.
5) Cuenta con la función de
mantener datos facilitando ciertas operaciones de
medición cuando las mediciones no son fáciles de
leer por las posiciones en que se efectúan.

Micrómetro
HISTORIA
El primer micrómetro de tornillo fue inventado
por William Gascoigne en el siglo XVII, como una mejora del
calibrador vernier, y se utilizó en un telescopio para
medir distancias angulares entre estrellas. En 1841, el
francés Jean Laurent Palmer lo mejoró y lo
adaptó para la medición de longitudes de objetos
manufacturados.
El micrómetro fue introducido al mercado
anglosajón en 1867 por la compañía Brown
& Sharpe. En 1888 Edward Williams Morley incorporó la
escala del nonio, con lo cual se mejoró la exactitud del
instrumento.
FUNCIONAMIENTO DEL
MICRÓMETRO
El micrómetro (del griego micros, pequeño,
y metros, medición), también llamado Tornillo de
Palmer, es un instrumento de medición cuyo funcionamiento
está basado en el tornillo micrométrico y que sirve
para medir las dimensiones de un objeto con alta
precisión, del orden de centésimas de
milímetros (0,01 mm) y de milésimas de
milímetros (0,001mm) (micra).
Para ello cuenta con 2 puntas que se aproximan entre
sí mediante un tornillo de rosca fina, el cual tiene
grabado en su contorno una escala. La escala puede incluir un
nonio. La máxima longitud de medida del micrómetro
de exteriores es de 25 mm, por lo que es necesario disponer de un
micrómetro para cada campo de medidas que se quieran tomar
(0-25 mm), (25-50 mm), (50-75 mm), etc.
Frecuentemente el micrómetro también
incluye una manera de limitar la torsión
máxima del tornillo, dado que la rosca muy fina hace
difícil notar fuerzas capaces de causar deterioro de la
precisión del instrumento.
PRINCIPIOS DE FUNCIONAMIENTO
Todos los tornillos micrométricos empleados en el
sistema métrico decimal tienen una longitud de 25 mm, con
un paso de rosca de 0,5 mm, de modo que girando el tambor una
vuelta completa el palpador avanza o retrocede 0,5 mm.
El micrómetro tiene una escala longitudinal,
línea longitudinal que sirve de fiel, que en su parte
superior presenta las divisiones de milímetros enteros y
en la inferior las de los medios
milímetros, cuando el tambor gira deja ver estas
divisiones.
En la superficie del tambor tiene grabado en toda su
circunferencia 50 divisiones iguales, indicando la
fracción de vuelta que ha realizado, una división
equivale a 0,01 mm.
Para realizar una lectura, nos fijamos en la escala
longitudinal, sabiendo así la medida con una
apreciación de 0,5 mm, el exceso sobre esta medida se ve
en la escala del tambor con una precisión de 0,01
mm.
En la fotografía
se ve un micrómetro donde en la parte superior de la
escala longitudinal se ve la división de 5 mm, en la parte
inferior de esta escala se aprecia la división del medio
milímetro. En la escala del tambor la división 28
coincide con la línea central de la escala longitudinal,
luego la medida realizada por el micrómetro es: 5 + 0,5 +
0,28 = 5,78.
MICRÓMETRO CON NONIO
Una variante de micrómetro un poco más
sofisticado, además de las dos escalas anteriores tiene un
nonio, en la fotografía, puede verse en detalle las
escalas de este modelo, la
escala longitudinal presenta las divisiones de los
milímetros y de los medios milímetro en el lado
inferior de la línea del fiel, la escala del tambor tiene
50 divisiones, y sobre la línea del fiel presenta una
escala nonio de 10 divisiones numerada cada dos, la
división de referencia del nonio es la línea
longitudinal del fiel.
En la imagen, la
tercera división del nonio coincide con una
división de la escala del tambor, lo que indica que la
medida excede en 3/10 de las unidades del tambor.
Esto es, en este micrómetro se aprecia: en la
escala longitudinal la división de 5 mm, la
subdivisión de medio milímetro, en el tambor la
línea longitudinal del fiel coincide por defecto con la
división 28, y en el nonio su tercera división esta
alineada con una división del tambor, luego la medida es:
5 + 0,5 + 0,28 + 0,003 = 5,783
El principio de funcionamiento del micrómetro es
el tornillo, que realizando un giro más o menos amplio da
lugar a un pequeño avance, y las distintas escalas, una
regla, un tambor y un nonio, permiten además un alto grado
de apreciación, como se puede ver.
Micrómetro: Es un aparato de medida muy
exacto y preciso utilizado sobre todo en mecánica. Su principio se basa en que una
eje roscado al dar una vuelta entera, hace avanzar un tornillo,
axialmente, un paso, es decir, una entrada en un tornillo. Su
funcionamiento se basa en un tambor, en el que se dibuja una
regla dividida en 50 partes: el tornillo tiene un paso de 0,5 mm,
que girando el tambor, este avanza o retrocede. El tambor tiene
dos topes: cerrado del todo, en el que el 0 del tambor ha de
coincidir con el 0 de la regla, y el abierto del todo en el que
la última línea de la regla tiene que coincidir con
el 50. La lectura se hace de la siguiente forma:
– Primero se mira los milímetros enteros de la
regla del eje.
– Después se lee los medios milímetros, en
el caso de que hubieran.
– Luego, se mira la línea en el tambor en la que
la regla lo "corta" perpendicularmente.
– Por último, se suma todo: milímetros
enteros, medios milímetros y centésimas de
milímetros (regla del tambor)
Cuidados: mantenerlo limpio, guardarlo en su estuche, no
forzar la presión excesiva sobre una pieza, no deslizar
los topes sobre las piezas. A veces, los micrómetros se
pueden desajustar, pero, al ser un material tan caro, existen
unas piezas llamadas bloques patrón, de medidas exactas,
con lo que se pueden calibrar utilizando una llave gancho para
hacer coincidir la medida de la pieza con la que marca el
micrómetro.
El micrómetro está formado por el cuerpo
principal, donde lleva una tuerca, en cuya parte exterior tiene
una grabación longitudinal; y por un eje que atraviesa
todo el micrómetro a lo largo donde se en encuentran un
conjunto de piezas entre las que destacan: anillo de blocaje,
caña roscada, cilindro graduado, eje roscado, tambor
graduado, tuerca de ajuste, cono de arrastre, seguro contra
exceso de presión, atacador y un tornillo.
TIPOS DE
MICRÓMETROS:
Micrómetros para exteriores: También
llamada palmer sirve para medir el exterior de las
piezas.Micrómetros para profundidades: Se usan para
medir la profundidad de algo por ejemplo el profundidad de un
barreno ciego
MICRÓMETRO PALMER DE
EXTERIORES

MICRÓMETRO DE
INTERIORES.

USO Y MANTENIMIENTO
DEL MICROMETRO
MANTENIMIENTO DEL
MICRÓMETRO:
El micrómetro usado por un largo período
de
tiempo o inapropiadamente, podría experimentar alguna
desviación del punto cero; para corregir esto, los
micrómetros traen en su estuche un patrón y una
llave.

PRECAUCIONES AL MEDIR.
Punto 1: Verificar la limpieza del
micrómetro.
El
mantenimiento adecuado del micrómetro es esencial,
antes de guardarlo, no deje de limpiar las superficies del
husillo, yunque, y otras partes, removiendo el sudor, polvo y
manchas de
aceite, después aplique aceite
anticorrosivo.

No olvide limpiar perfectamente las caras de
medición del husillo y el yunque, o no obtendrá
mediciones exactas. Para efectuar las mediciones correctamente,
es esencial que el objeto a medir se limpie perfectamente del
aceite y polvo acumulados.
PUNTO 2: UTILICE EL MICRÓMETRO
ADECUADAMENTE
Para el manejo adecuado del micrómetro, sostenga
la mitad del cuerpo en la mano izquierda, y el manguito o
trinquete en la mano derecha, mantenga la mano fuera del borde
del yunque. (fig1)

(fig1)
MÉTODO CORRECTO PARA SUJETAR EL MICRÓMETRO
CON LAS MANOS
Algunos cuerpos de los micrómetros están
provistos con aisladores de
calor, si se usa un cuerpo de éstos, sosténgalo
por la parte aislada, y el calor de la
mano no afectará al instrumento.
El trinquete es para asegurar que se aplica una presión
de medición apropiada al objeto que se está
midiendo mientras se toma
la lectura.
Inmediatamente antes de que el husillo entre en contacto
con el objeto, gire el trinquete suavemente, con los dedos,
cuando el husillo haya tocado el objeto de tres a cuatro vueltas
ligeras al trinquete a una
velocidad uniforme (el husillo puede dar 1.5 o 2 vueltas
libres). Hecho esto, se ha aplicado una presión adecuada
al objeto que se está midiendo.

Si acerca la superficie del objeto directamente girando
el manguito, el husillo podría aplicar una presión
excesiva de medición al objeto y será
errónea la medición. (fig2)

(fig. 2)
Cuando la medición esté completa, despegue
el husillo de la superficie del objeto girando el trinquete en
dirección opuesta.
COMO USAR EL MICRÓMETRO DEL
TIPO DE FRENO DE FRICCIÓN.
Antes de que el husillo encuentre el objeto que se va a
medir, gire suavemente y ponga el husillo en contacto con el
objeto. Después del contacto gire tres o cuatro vueltas el
manguito. Hecho esto, se ha aplicado una presión de
medición adecuada al objeto que se está
midiendo.
PUNTO 3: VERIFIQUE QUE EL CERO ESTÉ
ALINEADO
Cuando el micrómetro se usa constantemente o de
una manera inadecuada, el punto cero del micrómetro puede
desalinearse. Si el instrumento sufre una caída o
algún golpe fuerte, el paralelismo y la lisura del husillo
y el yunque, algunas veces se desajustan y el
movimiento del husillo es anormal.

PARALELISMO DE LAS SUPERFICIES DE
MEDICIÓN
1) El husillo debe moverse libremente.
2) El paralelismo y la lisura de las superficies de
medición en el yunque deben ser correctas.
3) El punto cero debe estar en posición (si
está desalineado siga las instrucciones para corregir el
punto cero).

PUNTO 4: ASEGURE EL CONTACTO CORRECTO ENTRE EL
MICRÓMETRO Y EL OBJETO.
Es esencial poner el micrómetro en contacto
correcto con el objeto a medir. Use el micrómetro en
ángulo recto (90º) con las superficies a medir. (Fig.
1)

(Fig. 1)
MÉTODOS DE MEDICIÓN
Cuando se mide un objeto cilíndrico, es una buena
práctica tomar la medición dos veces; cuando se
mide por segunda vez, gire el objeto 90º.
No levante el micrómetro con el objeto sostenido
entre el husillo y el yunque. Fig. (2)

Fig. (2)
NO LEVANTE UN OBJETO CON EL
MICRÓMETRO
No gire el manguito hasta el límite de su
rotación, no gire el cuerpo mientras sostiene el
manguito.

COMO CORREGIR EL PUNTO CERO
MÉTODO I)
Cuando la graduación cero está
desalineada.
1) Fije el husillo con el seguro
(deje el husillo separado del yunque)
2) Inserte la llave con que viene equipado el
micrómetro en el agujero de la escala
graduada.
3) Gire la escala graduada para prolongarla y corregir
la desviación de la graduación.
4) Verifique la posición cero otra vez, para ver
si está en su posición.

MÉTODO II)
Cuando la graduación cero está desalineada
dos graduaciones o más.
1) Fije el husillo con el seguro (deje el husillo
separado del yunque)
2) Inserte la llave con que viene equipado el
micrómetro en el agujero del trinquete, sostenga el
manguito, girelo del trinquete, sostenga el manguito,
gírelo en sentido contrario a las manecillas del
reloj.

3) Empuje el manguito hacia afuera (hacia el trinquete),
y se moverá libremente, relocalice el manguito a la
longitud necesaria para corregir el punto cero.

4) Atornille toda la rosca del trinquete y
apriételo con la llave.
5) Verifique el punto cero otra vez, y si la
graduación cero está desalineada, corríjala
de acuerdo al método
I.
COMO LEER EL
MICRÓMETRO
La línea de revolución
sobre la escala, está graduada en milímetros, cada
pequeña marca
abajo de la línea de revolución
indica el intermedio 0.5 mm entre cada graduación sobre la
línea.

El micrómetro mostrado es para el rango de
medición de 25 mm a 50 mm y su grado más bajo de
graduación representa 25 mm

Un micrómetro con rango de medición de 0 a
25 mm, tiene como su graduación más baja el
0.
Una vuelta del manguito representa un movimiento de
exactamente .5 mm a lo largo de la escala, la periferia del
extremo cónico del manguito, está graduada en
cincuentavos (1/50); con un movimiento del manguito a lo largo de
la escala, una graduación equivale a .01 mm.
COMO LEER EL MICRÓMETRO (SISTEMA
INGLÉS)
El que se muestra es un
micrómetro para medidas entre el rango de 2 a 3
pulgadas.

Inglés
La línea de revolución sobre la escala
está graduada en .025 de pulgada.
En consecuencia, los dígitos 1, 2 y 3 sobre la
línea de revolución representan .100, .200 y .300
pulgadas respectivamente.
Una vuelta del manguito representa un movimiento
exactamente de 0.25 pulg., a lo largo de la escala, el extremo
cónico del manguito está graduado en
veinticincoavos (1/25); por lo tanto una graduación del
movimiento del manguito a lo largo de la escala graduada equivale
a .001 pulg.
Reloj
comparador
Llamado también reloj comparador, consiste en una
caja metálica atravesada por una varilla o palpador
desplazable axialmente en algunos milímetros (10 mm. para
comparadores centesimales y 1 mm. para comparadores milesimales).
En su desplazamiento la varilla hace girar, por medio de varios
engranajes, una aguja que señalará sobre una esfera
dividida en 100 partes el espacio recorrido por el palpador, de
tal forma que una vuelta completa de la aguja representa 1 mm. De
desplazamiento del palpador y, por consiguiente, una
división de la esfera corresponde a 0.01 mm. de
desplazamiento del mismo. Una segunda aguja más
pequeña indica milímetros enteros.
El reloj comparador es un instrumento de medición
que se utiliza en los talleres e industrias para
la verificación de piezas y que por sus propios medios no
da lectura directa, pero es útil para comparar las
diferencias que existen en la cota de varias piezas que se
quieran verificar. La capacidad para detectar la diferencia de
medidas es posible gracias a un mecanismo de engranajes y
palancas, que van metidos dentro de una caja metálica de
forma circular. Dentro de esta caja se desliza un eje, que tiene
una punta esférica que hace contacto con la superficie.
Este eje al desplazarse mueve la aguja del reloj, haciendo
posible la lectura directa y fácil de las diferencias de
medida.
La precisión de un reloj comparador puede ser de
centésimas de milímetros o incluso de
milésimas de milímetros micras según la
escala a la que esté graduado. También se presentan
en milésimas de pulgada.
El mecanismo se basa en transformar el movimiento lineal
de la barra deslizante de contacto en movimiento circular que
describe la aguja del reloj.
El reloj comparador tiene que ir incorporado a una galga
de verificación o a un soporte con pie magnético
que permite colocarlo en la zona de la máquina que se
desee.
Es un instrumento muy útil para la
verificación de diferentes tareas de mecanizado,
especialmente la excentricidad de ejes de
rotación.
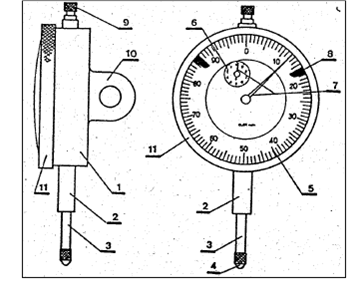
PRINCIPIO DE FUNCIONAMIENTO DE UN
RELOJ COMPARADOR.
Sobre la varilla (3) va tallada una
cremallera (7) que engrana con el piñón (8), cuyo
eje corresponde a la aguja indicadora de milímetros.
Solidario con éste va la rueda dentada (9) que transmite
el movimiento a un segundo piñoncito (10), que acciona la
aguja de la escala centesimal.
La aguja de la escala centesimal. El muelle en espiral
(11), montado sobre una rueda auxiliar que engrana con el
piñón (10), tiene como finalidad eliminar los
juegos entre
dientes de los distintos engranajes. El resorte (12) constituye
el muelle de presión, cuya finalidad es asegurar el
contacto entre palpador y pieza (presión = 100 gramos). La
posición de la varilla (3) está asegurada por medio
del pasador (5), que se aloja en la ranura (6).

Productividad
. Productividad es un término muy amplio y
es difícil precisar en la cadena de
producción, qué factores maximizarán
la relación entre los resultados (cantidad de
piezas producidas) y las inversiones.
Generalmente es una combinación de diversos
factores los que realmente
Marcan la diferencia, como:
• Incremento de velocidad y
avance = más piezas por hora
• Vida previsible de la herramienta = mecanizado
seguro
• Menos devoluciones = mayor calidad –
más valor de los
productos
finales
• Menos cambios de herramientas =
menos tiempos de parada de la máquina
• Disponibilidad de productos = reducción de
inventario
• Entrenamiento
técnico de los usuarios = mayores conocimientos y
menos piezas chatarra.
Cuando se trata de una producción de piezas por arranque de
virutas, hay algunas reglas básicas que tienen efecto
sobre la reducción de costos.
Una reducción significativa en el coste de
herramientas, o el incremento en la vida de la herramienta
sólo redundará en una disminución de un 1%
del coste total por pieza. Sin embargo, un incremento del 20% en
la velocidad de corte o avance, resultará en
una
reducción del 15% en el costo total por
pieza.
El servicio de
alta calidad y el asesoramiento sobre aplicaciones que los
representantes de Sandvik Coromant proporcionan, en
combinación con nuestras herramientas de corte modernas,
mejorarán su productividad en
el mecanizado. También podrá contar con la mejor
calidad de las piezas, reducción de piezas chatarra y
bajos costes de mecanizado.

En la industria
existen diversos sistemas para
medir la dureza de los materiales.
La siguiente tabla compara tres de los sistemas
utilizados con mayor frecuencia.
Las recomendaciones de datos de corte CoroKey se ofrecen
en Dureza Brinell (HB).
HB 180 para acero (código
CMC 02.1)
HB 180 para acero inoxidable (código CMC
05.21)
HB 220 para fundición gris (código CMC
08.2)
HB 250 para fundición nodular (código CMC
09.2)
HB 75 para aluminio y
materiales no férreos (código CMC 30.21)
HB 350 para super aleaciones
termorresistentes (código CMC 20.22)
HRC 60 para materiales templados (código CMC
04.1)
CMC = Clasificación de materiales Coromant.
Consulte la lista de referencia de materiales


MAYOR ARRANQUE DEL
METAL
Si se desea modificar la velocidad de corte para obtener
volúmenes de arranque del metal más elevados,
los
nuevos valores de velocidad de corte pueden calcularse
con la ayuda de la siguiente tabla.

Ejemplo: Si la velocidad de corte recomendada en la
tabla es = 225 m/min, y deseamos calcular la velocidad de
corte
para una vida de filo de 10 min., la nueva velocidad de
corte será: 225 x 1,11 Ëo 250 m/min.
¡Atención! Cuando se aumenta el avance (fn
mm/rev), deberá disminuirse la velocidad de corte (vc
m/min), y viceversa, tal como se indica en las recomendaciones de
datos de corte.


En este diagrama se
observa una manera simplificada de ajustar el valor de partida
para las recomendaciones
de velocidad de corte y avance. Los datos de corte que
figuran en los dispensadores de plaquitas se basan
En una vida de la herramienta de 15 minutos y
seguirán siendo los mismos con los valores tomados de este
diagrama.
Ejemplo 2: aumente la velocidad de corte un 15%.
Resultado: disminuya el avance 0,18 mm/r.
Ejemplo 1 Valor de partida Ejemplo 1: aumente el avance
0,15 mm/r (+0,15). Resultado: disminuya la velocidad de corte un
12%.
PRODUCTIVIDAD
¿CÓMO PUEDE
MEJORARLA?
Diferencia en la dureza del material a mecanizar,
HB
Los datos de corte se indican en las páginas del
catálogo en función de la calidad de la plaquita
recomendada como primera elección en combinaciones con la
dureza (HB) que figura en la tabla
Si la dureza del material que se está mecanizando
es distinta a dichos valores, la velocidad de corte recomendada
debe multiplicarse por un factor obtenido en la tabla.

1) = Clasificación de Materiales
Coromant
2) = Dureza Brinell
3) = Dureza Rockwell
Ejemplo:
Si elige la plaquita CNMG 120416-PM para su
operación de cilindrado, los datos de corte CoroKey
recomendados se indican para la calidad como primera
elección GC4225 y un acero de baja aleación
(código CMC 02.1) de HB 180:
Profundidad de corte (ap) = 3 mm
Avance (fn) = 0,40 mm/rev
Velocidad de corte (vc) = 305 m/min.
Si el material de la pieza a trabajar tiene otra dureza,
por ejemplo HB 240, la diferencia entre la dureza indicada, HB
180 y HB 240, es +60.
El factor de corrección en la tabla es
0,77.
La velocidad de corte ajustada a HB 240 =
305 m/min x 0,77 = 234,85 m/min Ëo 235
m/min.
DIAGRAMA DE LA TABLA ANTERIOR PARA P, M Y
K
En esta investigación nos damos cuenta del tipo de
acero de la herramienta que debemos de utilizar de acuerdo con el
material a trabajar y de tanto influye el avance y profundidad de
corte cuando estamos elaborando una pieza en el torno.
Ay que tomar en cuenta el costo de los materiales, tipos
de aceros que se trabajan y normas de cuidados para el mecanizado
ya que este factor influye en el proceso de la calidad de
producción el cual es de vital importancia
por que de ello depende la completa satisfacción del
producto
realizado en el taller o empresa y su
completa garantía como un trabajo profesional.
En el proceso de producción se toman varios
factores los cuales son las instalaciones, la herramienta, la
limpieza del área de trabajo y la
organización de los materiales como es su
ubicación y también procesos como
la manutención de la maquinaria, de no ser así
nuestro trabajo no será de competencia en el
entorno laboral.
Conclusiones
Al finalizar esta investigación
concluimos que es de gran importancia obtener un conocimiento
minucioso sobre los tornos y su
descripción tanto interna como
externa.
Este conocimiento es de vital ayuda en nuestro futuro
como técnicos industriales, ya que de esta manera
dejaremos una huella imborrable al momento de poner en
práctica todos los conocimientos adquiridos. Sin embargo,
es importante también estar claro de la normas
de seguridad
regidas en el taller maquinas ya que nuestras vidas
dependerán de ello.
Esperando que esta investigación tenga un
resultado positivo a la hora de entrar en el campo laboral
y ayudarnos a resolver futuras dudas en cuanto al manejo de estas
maquinas-herramientas.

EL puesto de trabajo es una parte del área de
producción del taller en la que se sitúa un obrero
o más y provista de los equipos tecnológicos
operados por ellos, herramientas y dispositivos necesarios (para
un tiempo limitado).
La preparación del puesto de trabajo debe
garantizar un gasto mínimo de tiempo, una cantidad
mínima de movimientos y esfuerzos para ejecutar el trabajo,
menor cansancio, elevada capacidad de trabajo del obrero,
así coma seguridad de
trabajo y utilización económica de los medios de
producción.
En la planificación del puesto de trabajo del
tornero influyen las dimensiones máximas y la
destinación del torno, las medidas y peso de las piezas a
trabajar, así como el tipo de producción. Para
producir por unidad o en serie, cuando se tienen que mecanizar
diversas piezas brutas, se coloca en el puesto de trabajo un
armario para las herramientas y el tablón. Las piezas a
trabajar y las piezas acabadas se colocan en el tablón,
los accesorios de grandes dimensiones se colocan en un estante
inferior del tablón'
Si se tienen que mecanizar principalmente cilindros
fijados entre las puntas, es más conveniente colocar el
tablón con las piezas hacia la izquierda y el armario para
las herramientas a la derecha del obrero, puesto que la pieza a
trabajar se instala entre las puntas con la mano izquierda'
Cuando se. Más abajo se colocan sucesivamente las
herramientas de corte, adaptadores, puntas, abrazaderas,
almohadillas. El puesto de trabajo debe mantenerse limpio. La
suciedad y el desorden conllevan pérdidas del tiempo de
trabajo, defectos de producción, accidentes,
paro y desgaste prematuro del torno. Los locales de trabajo deben
estar equipados con dispositivos a instalaciones seguras para
garantizar la evacuación del aire y la
afluencia del aire limpio.
Observación
El puesto de trabajo debe mantenerse limpio. La
suciedad y el desorden conllevan pérdidas del tiempo
de trabajo, defectos de producción, accidentes, paro y
desgaste prematuro del torno.En el puesto de trabajo el suelo debe estar liso y
limpio, sin manchas de aceite o de líquido lubricante
y refrigerante.Los locales de trabajo deben estar equipados con
dispositivos e instalaciones seguras para garantizar la
evacuación del aire y la afluencia del aire limpio. La
temperatura del taller debe ser de 15… 18o
C.
Walter Limón Gonzalez
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |