Cuidar los bosques naturales fabricando tableros derivados de la madera (página 2)
Históricamente, la Euro región Galicia Norte de
Portugal ha sido una de las mayores productoras de madera de la
Península Ibérica. A su vez, uno de los subsectores
más importantes de la cadena transformadora de la madera
en la Euro región es el de los tableros derivados de la
madera, con empresas que
pueden considerarse pioneras e innovadoras a nivel mundial al
haberse instalado aquí tanto algunas de las primeras
plantas como las
tecnologías más avanzadas.
Este subsector presenta unas características
particulares en cuanto a su evolución histórica. Su origen se
remonta a finales de los años 50 y principios de los
60 con la instalación de las primeras líneas de
tablero de partículas y fibras duro. Posteriormente se
produce un gran crecimiento de la capacidad instalada en la
década de los 70, e importantes reestructuraciones al
inicio de los 80, a consecuencia de las cuales el subsector
evoluciona en diversas direcciones; por un lado aparecen nuevas
fábricas de tablero con una mayor capacidad de producción, y lo que fue más
importante, se construyen las primeras líneas de
fabricación de tablero de media densidad
(MDF).
En estos momentos hay en la Eurorregión un total de 13
plantas industriales de tableros derivados de la madera, cuya
producción representa el 35% de la capacidad total de la
Península Ibérica.
De estas trece plantas, 6 producen tablero de
partículas con un porcentaje de utilización
de madera de eucalipto muy reducido.
Otras dos plantas producen tablero de fibras duro (hardboard)
que es producido en un 100% con madera de Eucalyptus globulus,
Estas dos plantas están localizadas en Galicia (Pontevedra
y Betanzos), pertenecen al grupo SONAE y
su producción representa el 66% de la capacidad
Ibérica.
Otras cuatro plantas fabrican tableros de fibras de densidad
media (MDF) con una capacidad de producción conjunta que
representa el 48% de la producción total de la
península ibérica. Además existe una planta
de tablero de fibras conformado, con tecnología de
fabricación de última generación.
La industria de
los tableros derivados de la madera de esta región europea
se encuentra en un importante proceso de
transformación, no sólo en cuanto a la capacidad
productiva, sino también en la adaptación a la
calidad de las
materias primas y al tipo de especies disponibles, utilizando
cada vez un mayor porcentaje de maderas de pequeño
diámetro procedente de las operaciones
silvícolas de limpieza y mejora, subproductos de otros
procesos y, en
algunos casos, madera reciclada.
En la actualidad todas las empresas existentes han aumentado
su capacidad productiva, mediante procesos de integración vertical que han dado lugar a
la aparición de grandes grupos
industriales, que producen tablero y productos semi
elaborados destinados a la industria del mobiliario y la
decoración.
Mención especial merece la capacidad de
adaptación de este subsector a la disponibilidad de las
especies de madera locales, destacando la reciente
fabricación de tablero MDF elaboradoíntegramente
con Eucalyptus globulus como una respuesta necesaria a la fuerte
implantación de esta frondosa en la
Eurorregión.
Las características de la madera de E. globulus
difieren notablemente de las que poseen las coníferas
habitualmente empleadas (Pinus pinaster) como materia prima
para la fabricación de MDF. Desde el punto de vista
morfológico, el eucalipto presenta una mayor
heterogeneidad en su composición celular, con abundancia
de fibras cortas del tipo libriformes, traqueidas, células de
parénquima y vasos que forman una structura muy densa. Su
madera es aproximadamente un 30% más densa que el pino y
posee mayor acidez.
Además, el porcentaje de pared celular es muy superior
y más lignificado que en el caso del pino y la
composición química difiere tanto
en la naturaleza
como en la composición porcentual de los principales
componentes.
Todo lo anterior ha redundado en una notable dificultad
histórica en el empleo de
madera de Eucalipto blanco como materia prima
para la elaboración de tableros MDF, pero también
una oportunidad para descubrir sus ventajas para muchas
aplicaciones, cuando se aplica la tecnología adecuada en
el proceso de fabricación.
El tablero de fibras
duro (Hardboard)
El tablero de fibras duro (Hardboard), cuya densidad
varía entre 800 y 1000 kg/cm2, está formado por
fibras cohesionadas a través de las propiedades
termoplásticas de las propias sustancias de la madera. El
espesor de este tipo de tablero oscila entre 2.5 y 8 mm.
Las medidas más habituales del producto final
(longitud y anchura) son:
2440 x 1220, 2440 x 1250, 2440 x 1500; 2750 x 1220 mm para
longitud y anchura, y espesores de 2,5; 3,2; 4; 5; 6; 6,4 y 8 mm.
Las despiezadoras actuales permiten obtener cualquier tipo de
anchura y longitud dependiendo del formato de partida.
Dependiendo de las aplicaciones, es posible incorporar
aditivos a los tableros de fibras durante el proceso de
fabricación para mejorar algunas de sus propiedades. Entre
los aditivos más usuales se encuentran las ceras, para
aumentar la repelencia a la humedad, los productos
ignífugos, insecticidas, fungicidas, etc.
Tecnología
El proceso de fabricación del tablero de fibras duro se
caracteriza por no utilizar adhesivos para enlazar las fibras de
madera, siendo preciso utilizar grandes volúmenes de
agua como
vehículo transportador de las fibras.
El producto final presenta un color
marrón oscuro originado durante la polimerización
de las ligninas y los azúcares a altas temperaturas
así como unas marcas
características en una de sus caras por haber descansado
sobre una malla metálica durante parte del proceso.
El conjunto del proceso consta de las siguientes etapas:
astillado, limpieza de astillas, desfibrado, formación de
la manta húmeda, prensado, templado, humectación,
acabado, lijado y corte a medida.
Cuando se utiliza eucalipto blanco, la madera puede ser
procesada con corteza, al ser éste un material muy fibroso
que puede incorporarse como materia prima.
Proceso de elaboración de tableros de fibras

Una vez producidas las astillas se realiza un lavado para
eliminar las posibles arenas o metales que
pudiesen incorporar y que provocarían transtornos durante
las siguientes etapas del proceso y un mayor desgaste de las
herramientas
de corte al elaborar el producto.
Una vez limpias, las astillas de madera son enviadas al
desfibrador termo-mecánico. Antes de que se pueda llevar a
cabo el desfibrado propiamente dicho, las astillas son
precalentadas y sometidas a un tratamiento con vapor de agua
saturado dentro del digestor, a presiones de 8-10 bares durante
3-5 minutos.
Durante este proceso se produce la plasticidad de la sustancia
intercelular de carácter lignoso, lo que facilita el
posterior tratamiento mecánico en la cámara de
desfibrado donde finalmente se obtienen las fibras.
Posteriormente, las astillas húmedas y calientes se hacen
pasar bajo presión al
interior de dos discos desfibradores que normalmente giran en
sentido contrario y de cuya separación depende el grosor
de la fibra. Las astillas se inyectan por su parte interior y por
la acción
centrífuga, tienden a salir al exterior pasando antes por
los discos desfibradores.
Obtenidas las fibras, se envían al tanque de pulpa
donde se mezclan con agua hasta una concentración del 6%.
De aquí, pasan a las cubas de pulpa para diluir
todavía más las concentraciones, de manera que a la
entrada de la línea de formación, la hoja o manta
húmeda tenga una concentración del 1%.
Posteriormente, la pulpa se transporta sobre una cinta que
permite eliminar el exceso de agua por filtración, de tal
modo que, a la salida de la formadora, la concentración es
de un 30% aproximadamente.
Seguidamente las hojas húmedas se transportan en marcos
de malla metálica y se introducen primero en una preprensa
en frío y después en la prensa de platos
calientes, donde por el efecto del calor, la
presión aplicada y las ligninas de la propia madera, las
fibras vuelven a consolidarse sin necesidad de ningún
agente encolante, perdiendo por escurrido y vaporización
el exceso de agua.
A la salida de la prensa los tableros se someten a la
acción de calor en unas cámaras (de emplado) para
mejorar sus propiedades, pasando a continuación a las
cámaras de humectación para acondicionarlos a la
humedad de equilibrio.
Finalmente, el tablero terminado se lija, se corta a las medidas
comerciales y pasa a almacén
para su expedición.
Propiedades
Las características más destacables del tablero
de fibras duro fabricado con Eucalyptus globulus son su
uniformidad en la densidad y la textura fina de las fibras que
permiten un perfecto acabado superficial, apto para pintar o
recubrir con papeles melamínicos.
El conjunto de sus propiedades le confieren también una
elevada dureza y resistencia a la
compresión, alta densidad superficial, buen comportamiento
frente al alabeo, facilidad de grapado y clavado, consistencia y
aptitud para el curvado.
La densidad del hardboard está alrededor de los 1000
kg/m3 con un contenido de humedad del 6.2% en el
momento de su expedición.
En cuanto al comportamiento al fuego, el tablero de fibras
duro esta en una clase M-3 o
M-4, pudiendo llegar a obtenerse tableros M-1 y M-2 mediante
tratamientos de ignifugación. El coeficiente de
conductividad térmica es de 0,14 kcal/mhºC.
Las tablas 1 y 2 incluyen las especificaciones de las
principales propiedades de los tableros de fibras duros.
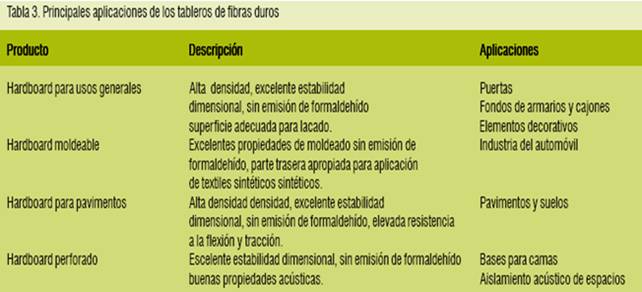
Aplicaciones

Las principales aplicaciones de este tipo de tableros (tabla
3) son encofrados, envases y mbalajes, fabricación de
mobiliario (traseras y cajones), industria del automóvil,
industria del juguete, paramentos de puertas planas, pavimentos,
industria del calzado, etc.
El Tablero
de Fibras de Densidad Media
El tablero de fibras de densidad media (Medium Density
Fibreboard) está forma do por fibras
lignocelulósicas cuya unión se consigue mediante un
adhesivo y un proceso de prensado en caliente.
Al ser un producto constituido por fibras encoladas, obtenido
por vía seca, presenta superficies lisas y libres de
defectos en ambas caras, lo que facilita su acabado decorativo
con un amplio rango de productos.
El rango de densidades del tablero MDF está
normalmente comprendido entre 600 y 900 kg/m y las
dimensiones más usuales del producto final son 1830 mm de
anchura por 366º mm de longitud con espesores entre 2,5 y 60
mm. Actualmente, las líneas de despiezado permiten obtener
cualquier tipo de anchura y longitud en función
del formato de partida.
Tecnología
La empresa FINSA
dispone de dos líneas de fabricación de tablero de
fibras de densidad media con eucalipto, capaces de producir MDF
de espesores fino y medio respectivamente.
La fabricación de MDF con madera de E.globulus ha sido
posible gracias al desarrollo de
tecnologías innovadoras en varias etapas del proceso de
fabricación y, en la actualidad, estas dos líneas
son las únicas en el mundo capaces de fabricar un tablero
de fibras de densidad media elaborado íntegramente con
eucalipto blanco.
Con independencia
de especie de madera empleada, la clave para producir un tablero
MDF de calidad, reside en la utilización de fibras
individualizadas y homogéas.
El proceso se inicia con la trituración de la materia
prima mediante unas astilladotas de cuchillas. Las astillas
obtenidas clasifican, separando por un lado las gruesas que
irán a
un molino para su reducción, y por otro, las finas que se
envían a una caldera para producir energía. Solo el
material seleccionado y de tamaño uniforme pasa a la
siguiente fase del proceso.
Después de la selección,
las astillas se lavan (scrapper) para conseguir un tablero con
bajo contenido en impurezas minerales.

Las astillas de madera una vez elaboradas y limpias, pasan al
refinador para ser desfibradas. El desfibrado es la parte
más determinante, tanto para las siguientes etapas del
proceso como en lo que se refiere a la calidad final del
producto.
Aquí se van a establecer las condiciones operativas
para lograr una desestructuración de los haces de fibras
de madera y obtener una fibra individualizada. Esta rotura se
debe hacer de forma selectiva para las capas internas de las
fibras e intentando no superar el punto de transición
vítrea de la lignina.
El en caso del eucalipto se han diseñado equipos
especiales de digestión y desfibrado con un amplio rango
de operatividad y flexibilidad. Además, durante esta fase
se han duplicado los equipos para realizar un tratamiento
totalmente independiente de las fibras que se destinan a la parte
superficial del tablero (capa externa) respecto a las que van a
la zona centra (capa interna).
El objetivo es
obtener fibras de menor rigidez, más flexibles, más
claras, de mayor grado de individualización, contribuyendo
así a la calidad final del tablero MDF de eucalipto.
Al inicio de este proceso, las astillas son precalentadas a
una temperatura de
80-85ºC y pasan al digestor donde se someten a una
temperatura de 160-170ºC, presión de 7 a 8 bar,
durante 1 a 3 minutos.
Las astillas húmedos y calientes se hacen pasar
bajo presión por el interior de dos discos desfibradores
de cuya separación depende el grosor de la fibra obtenida.
Las astillas se inyectan por su parte interior y, por la
acción centrifuga, tienden a salir al exterior pasando a
través de dos discos desfibradores que giran en sentido
contrario.

A la salida del refinador, las fibras son enviadas por la
misma presión a la entrada del secadero. Es entre estas
dos etapas donde se suele realizar el encolado. La
diferenciación de las fibras que forman la capa exterior e
interior, concede gran flexibilidad para realizar diversas
formulaciones y dosificaciones a la hora de efectuar el encolado
con resinas aminoplásticas. Adicionalmente, la
línea dispone de un sistema mixto de
encolado para la fibra de capa interior (encolado tipo blow-line
o tipo blender) que proporciona un mayor rendimiento de la
resina y mininaza las desventajas que generan los sistemas puros de
encolado.
El secado puede realizarse enana o dos etapas. Un secado en
una sola etapa es más económico, pero un secado en
dos etapas permite aumentar la capacidad y realizar un
proceso más lento por lo tanto más
homogéneo.
Posteriormente, el material se envía a un silo
regulador que lo descarga en la línea de formación.
Durante esta fase, el sistema de formación por capas de
distinta naturaleza (externa e interna) unido a una
tecnología de formadoras demanda con un
sistema especifico de reparto mecánico, permiten obtener
una mayor homogenización en la distribución de las fibras y un enlace
entre fibras tridimensional y uniforme.
A continuación el colchón se prensa en
frío para eliminar el aire y reducir su
espesor, lo que facilita una mejor transmisión de calor
hacia el interior de la fibra durante el posterior prensado en
caliente.
El proceso de prensado en caliente tiene una duración
próxima a los 5 minutos en función del espesor del
tablero. El rango de temperaturas empleado oscila entre los 180 a
200ºC.
Gracias al sistema independiente de desfibrado, encolado,
secado y formación por capas, que permite operar con
diversos gradientes de humedad y contenidos de resinas, la
eficiencia
obtenida en el prensado es muy alta. Estos aspectos han aportado
una notable optimización (cualitativa y cuantitativa) del
curado de la resina y, por tanto, del grado de adhesión de
las fibras entre sí.
A la salida de la prensa, los tableros se acondicionan
mediante un enfriado y apilado. Normalmente la línea
cuenta con un almacén intermedio para prolongar el
tiempo de
estabilización y curado, necesario antes de la etapa de
acabado, en maderas que presentan una baja reactividad frente a
las colas aminoplásticas convencionales.
Finalmente, los tableros pasan la línea de acabado,
donde se lijan, se cortan a las medidas requeridas y se almacenan
en espera de su expedición.
Propiedades
Los tableros de fibras de densidad media se caracterizan por
constituir un material homogéneo y con propiedades
uniformes lo que conlleva que puedan ser mecanizados (cortados,
moldurados, fresados, etc) con mucha facilidad.
Desde el punto de visita dimensional constituyen un material
estable cuyo movimiento por
cada incremento en un punto de humedad se estiman en un 0.05% de
aumento de la dimensión en la dirección en la dirección del plano
del tablero y de un 0.35% en su espesor.
El coeficiente de conductividad térmica varía
función del espesor con valores de
referencia que oscilan entre 0.047 kcal/mhºC para un tablero
de 10 mm de espesor y 0.072 kcal mhºC para un tablero
de 45 mm de espesor.
En cuanto al comportamiento al fuego, el tablero de fibras de
densidad media normal tiene una clasificación
M-4(espesores inferiores a 14 mm) o M-3 (espesores superiores a
14 mm).
La tabla 4 muestra las
especificaciones de las principales propiedades de tableros de
fibras de densidad media de distintos espesores aplicables a su
empleo en condiciones secas.
Es posible disponer de tableros MDF con características
especiales que mejoran su comportamiento frente a distintos
agentes.
Por ejemplo, existe la posibilidad de realizar tratamientos
ignifugantes que mejoran la reacción al fuego
pudiendo llegar a obtenerse tableros con la
clasificación M-1 y M-2. Normalmente, estos tableros se
distinguen de los normales por presentar una coloración
rojiza.
Otros tableros con características especiales son los
tableros de fibras de densidad media resistentes a la humedad que
se diferencian de los normales por presentar una
colaboración verde.
En estos tableros, se mejoran propiedades como la resistencia
a la tracción y la hinchazón después de
someterlos a ensayos de
envejecimiento acelerado por lo que están indicados para
su empleo en aplicaciones especiales como mobiliario de cocina y
baño.
En todo caso los tableros deben ser manejados y almacenados
adecuadamente para conseguir unas buenas presentaciones. Siempre
que sea posible deben almacenarse bajo cubierta o, al menos,
protegidos de la acción de sol, de la lluvia y de la
salpicadura de productos químicos. Se aconseja
también un acondicionamiento previo de los tableros a las
condiciones ambientales en su lugar de
aplicación.
La tabla 5 muestra las especificaciones de las principales
propiedades de tableros MDF para su empleo en condiciones
húmedas.
Dentro de las propiedades expuestas, el tablero MDF elaborado
íntegramente con eucalipto tiene una densidad media
próxima a los 700 kg/m3 y,
sobre todo, una relación densidad mínima/densidad
media del 90% aproximadamente lo que se traduce en un
homogeneidad de su núcleo que le confiere un
comportamiento muy adecuado ante las distintas operaciones de
mecanizado.
Por otro lado, este tablero alcanza una densidad superficial
de 1000kg/ m3 que proporciona una excelente
superficie lo que unido a la finura y blancura de las fibras le
otorga una excelente aptitud para recibir una amplia gama de
acabados decorativos; desde revestimientos con papel o laminados
plásticos
a sofisticados lacados.
Aplicaciones

Desde el inicio de su desarrollo y hasta la actualidad, las
aplicaciones de los tableros MDF han experimentado un continuo
crecimiento debido, fundamentalmente, a su adaptabilidad para
sustituir elementos de madera maciza y a la madurez de otros
tableros derivados de la madera como los de partículas o
de fibras duros a los que tienden a sustituir progresivamente
(ver tabla 6).
Entre las aplicaciones más significativas de los
tableros de fibras de espesores delgados, destaca su empleo como
parámetros de puertas planas, elementos
de electrónica industrial, industria del
calzado, molduras, elementos curvos para mobiliario,
rodapiés, traseras de muebles, paredes laterales de
ataúdes, embalaje, cajerío, industria auxiliar del
automóvil, etc.
Los tableros de fibras de mayor espesor son materiales
empleados habitualmente en la fabricación de mobiliario de
hogar y oficina,
así como en todo tipo de elementos decorativos y de
carpintería de interior (paneles para tabiques, cornisas,
marcos, molduras, puertas macizas, tapas y pies de mesas,
estanterías, etc.)
Por otro lado, los tableros con características
especiales tienen aplicaciones particulares como es el caso del
empleo de tableros de fibras resistentes a la humedad en
mobiliario de cocina y baño.
A lo largo de los últimos años están
surgiendo nuevos productos sobre la base del tablero MDF que han
alcanzado rápidamente una fuerte presencia en distintos
mercados. Es el
caso por ejemplo de los tableros para suelos (flooring)
compuestos por una estructura de
MDF de alta densidad (HD) en su interior, un recubrimiento
decorativo protegido por una película de alta resistencia
(overlay) y un contrabalanceo en su parte inferior.
Con todo, es importante considerar que el tablero MDF como
producto aún no ha alcanzado su madurez por lo que
continua ganando cotas de mercadeo y se
prevé un importante aumento de sus aplicaciones en el
sector de la construcción durante los próximos
años.
Tipos de tableros de fibra
MDF
Usos Y Aplicaciones
Uso Interior
Cotopaxi Mdf
Fibraplac®
Es un tablero de fibras de madera que se caracteriza por su
composición homogénea a través de todo el
espesor, tiene una superficie suave y sin imperfecciones, a esto
se suman resistencia y estabilidad, características que lo
convierten en un producto que no sufre deformaciones. Este
tablero es fácil de trabajar, tiene un alto rendimiento en
superficies y cantos, y puede utilizarse herramientas y máquinas
tradicionales, es un tablero ideal en la fabricación de
muebles y trabajos de carpintería en general. Viene lijado
por ambas caras y está listo para ser pintado, lacado,
recubierto o lo que su imaginación le dicte.
Cotopaxi Mdf Melamina
Durafibra®
Es un tablero MDF que no requiere de acabados porque viene
recubierto con melamínico decorativo, el cual está
termo-fundido formando un tablero compacto de superficie
homogénea con gran resistencia a la absorción y
abrasión. Está recomendado para uso interior en
superficies de trabajo,
muebles de oficina, de cocina y decoración en general.
Para elegir entre la variedad de colores y
diseños disponibles, favor referirse a la descripcion del
producto Durafibra
Cotopaxi Mdf Enchapado
Madefibra®
Es un tablero MDF enchapado con chapas naturales de maderas
finas y decorativas, nativas e importadas. El recubrimiento
decorativo puede ser barnizado, lacado al natural y puede ser
solicitado a dos caras o a una cara, en este caso, se recubre la
trascara con una chapa no decorativa para que actúe como
balance. Por su estilo sobrio, elegante y de alta calidad se
recomienda utilizarlo como entrepaño de bibliotecas,
puertas, muebles y decoración en general.
Para elegir entre la variedad de colores y diseños
disponibles, favor referirse a la descripcion del producto
Madefibra
Cotopaxi Mdf Liviano
Fibralight®
Es un tablero de fibras de madera que se caracteriza por su
menor densidad, tiene una superficie suave y sin imperfecciones,
a esto se suman resistencia y estabilidad, características
que lo convierten en un producto que no sufre deformaciones. Es
un tablero fácil de manipular y trabajar, tiene un alto
rendimiento en superficies y cantos, y puede utilizarse
herramientas y máquinas tradicionales, es un tablero ideal
en la fabricación de muebles y trabajos de
carpintería en general. Viene lijado por ambas caras y
está listo para ser pintado, lacado, recubierto o lo que
su imaginación le dicte.
Cotopaxi Mdf Liviano Enchapado
Madefibralight®
Es un tablero MDF liviano enchapado con chapas naturales de
maderas finas y decorativas, nativas e importadas. El
recubrimiento decorativo puede ser barnizado, lacado al natural y
puede ser solicitado a dos caras o a una cara, en este caso, se
recubre la trascara con una chapa no decorativa para que
actúe como balance. Por su estilo sobrio, elegante y de
alta calidad se recomienda utilizarlo como entrepaño de
bibliotecas, puertas, muebles y decoración en general.
Para elegir entre la variedad de colores y diseños
disponibles, favor referirse a la descripcion del producto
Madefibra
Uso Con Resistencia A La Humedad
![]() Cotopaxi
Cotopaxi
Mdf Rh
Fibraplac RH®
Es un tablero de fibra de madera para usos y aplicaciones
interiores pero en ambientes donde el nivel de humedad es
permanente y alto. Fibraplac RH no debe usarse en exteriores, en
contacto directo con la lluvia. Viene lijado por ambas caras y
está listo para ser pintado, lacado, etc. y puede ser
utilizado en la construcción de tabiquería,
revestimientos y carpintería en general.
Cotopaxi Mdf Melamina Rh
Durafibra RH®
Es un tablero MDF RH que no requiere de acabados porque viene
recubierto con melamínico decorativo, el cual está
termo-fundido formando un tablero compacto de superficie
homogénea con resistencia a la absorción y
abrasión. Recomendado para uso interior en superficies de
trabajo, muebles de baño, de cocina y decoración en
general.
Para elegir entre la variedad de colores y diseños
disponibles, favor referirse a la descripcion del producto
Durafibra
Proceso De Elaboracion De Tableros De
Fibras

TABLEROS DE
PARTÍCULAS
Los tableros estructurales que se fabrican con
partículas de madera son productos poco conocidos y
se usan en aplicaciones estructurales de la madera. Estos
tableros se fabrican con partículas de madera como son las
hojuelas, astillas y viruta, las cuales se combinan con resinas
sintéticas u otro tipo de adhesivo; la mezcla formada se
coloca entre planchas (moldes) a temperaturas altas para
prensarla y aumentar la densidad del producto. Las temperaturas
altas en el prensado sirven para acelerar el endurecimiento
(curado) de los adhesivos. Las partículas se pueden
colocar de cierta manera con el fin de darle alguna
orientación a las propiedades de resistencia de los
tableros, tal como se hace con los contrachapados (COFAN, 1994).
Luego entonces, el objetivo de la fabricación de este tipo
de tableros es lograr un producto a base de pequeñas
partículas unidas con un adhesivo, que tenga
características físicas semejantes o superiores a
las de piezas de madera maciza y tableros contrachapados aunque
no de igual densidad, hechos de la misma especie. Sin embargo,
los tableros con igual densidad que la madera de la que provienen
sus partículas tienen una resistencia mecánica menor que la de la madera, pero
cuentan con características similares en todos los otros
aspectos. No sufren alabeos como la madera sólida o la
contrachapada, pero generalmente son menos resistentes a la
humedad.
Las primeras patentes para la fabricación de tableros
de partículas se registraron a fines del siglo XIX, pero
no fue sino hasta 1941 cuando en Alemania y
Suiza se instalaron las primeras fábricas, que produjeron
tableros para muebles. Inmediatamente después de la Segunda Guerra
Mundial, la fabricación de este tipo de tableros se
incrementó notablemente y se extendió a diversos
países. El principal factor que permitió el
rápido desarrollo de esta industria fue la
aparición de los adhesivos termofijos como el
urea-formaldehído y el fenol-formaldehído
(Echenique et al, 1993).
Los tableros de partículas se fabrican sometiendo a
presión y calor las partículas de madera
previamente rociadas con una resina sintética. Las
partículas que pueden usarse son residuos de otros
procesos productivos como viruta de cepillos, recortes de chapa,
astillas de aserraderos, así como productos preparados con
maquinaria especial como filamentos, hojuelas o
tiras de madera. A continuación se listan los
principales tipos de partículas usadas para la
fabricación de tableros (Echenique et al,
1993).
1. Acepilladura ("shaving"). Partícula
pequeña de madera de dimensiones variables
producida cuando se cepilla madera. Su grueso es variable y con
frecuencia está retorcida.
2. Hojuela ("flake"). Partícula pequeña
de madera de dimensiones predeterminadas fabricada con equipo
especializado. Su grueso es uniforme y tiene la
orientación de las fibras paralela a las caras.
3. Oblea ("wafer"). Similar a las hojuelas en forma,
pero más grande. Por lo regular su largo es mayor de 2.25
cm y su grueso, mayor de 0.06 cm. Los extremos pueden estar
ahusados.
4. Astilla ("chip"). Pieza astillada, de un fragmento
de madera, mediante una cuchilla como las usadas para formar
astillas para la producción de pulpa para papel.
5. Aserrín ("sawdust"). Pequeñas piezas
de madera producidas al aserrar la madera.
6. Hebra ("strand"). Una acepilladura de gran longitud,
pero plana con superficies paralelas.
7. Tira ("sliver"). Piezas de sección
transversal casi cuadrada con una longitud de por lo menos cuatro
veces su grueso.
8. Lana de madera ("wood wool"). Tiras delgadas y
largas, con frecuencia retorcidas, que se usan también
como relleno para empacar artículos frágiles.
También se le conoce como "excélsior".
En los últimos años, la industria de los
tableros de partículas ha venido ampliando de manera
significativa el tipo de materia prima, incluyendo residuos de
calidad inferior, como la corteza y el polvo producido por el
lijado. También
se han comenzado a mezclar especies maderables de
coníferas y de latifoliadas de densidades diferentes.
Los tableros pueden tener de 3 a 5 capas con partículas
de distinto grueso dispuestas de modo que las capas con las
partículas de mayor grueso queden
al centro y las que tienen las partículas más
finas queden en las caras. De esta manera se mejora la
resistencia mecánica y la apariencia de los
tableros.
También es posible controlar en cierta medida la
orientación de las partículas en las diferentes
capas, obteniendo de esta forma tableros de gran resistencia
mecánica que pueden ser usados para fines estructurales.
Se cuida mucho la calidad de las superficies de los tableros,
cuando se usan para fabricar muebles o cuando se recubren con
pintura,
plástico o
papel, ya que la superficie del tablero deberá contener en
su mayoría partículas pequeñas para lograr
un buen acabado.
Las partículas para los tableros pueden producirse a
partir de troncos enteros o de residuos. Son muchas las especies
que se utilizan, pero suelen preferirse las que son de baja
densidad. La partícula ideal en cuanto a resistencia
mecánica y estabilidad dimensional, es una hojuela delgada
de grueso uniforme con una alta relación largo a grueso.
Sin embargo, este tipo de partículas es difícil de
producir. En la práctica las partículas
varían en tamaño de 1.25 a 2.25 cm de largo y de
0.025 a 0.038 cm de grueso. A veces su tamaño se reduce al
de unas cuantas fibras unidas entre sí (Echenique
et
al, 1993).
En lo que se refiere a la clasificación de los tableros
de partículas, ésta se ha hecho complicada debido a
la diversidad del tipo de industria y al rápido desarrollo
de la misma. Entre las principales formas de clasificación
pueden citarse las siguientes:
Por geometría
y tamaño de las partículas.
Por el tamaño de las partículas en
las superficies y el centro.
Por la densidad del tablero.
Por el tipo de adhesivo.
Por el método de
fabricación.
PRINCIPALES PASOS PARA LA FABRICACIÓN
DE LOS TABLEROS DE
PARTÍCULAS.
Preparación de partículas. Este paso
inicia con el recorte de la materia prima a usar, cualquiera que
ésta sea. Así, las trozas, una vez descortezadas y
recortadas se convierten en astillas y éstas, a su vez, se
convierten en hojuelas. Las partículas resultantes de la
madera cepillada se deben recortar para obtener el tamaño
deseado y así reducir su variación. Dado que se
prefiere tener partículas con superficies lisas, entonces
conviene usar máquinas que tengan cuchillas y que corten
la materia prima, en vez de aquéllas que rajan o muelen
las piezas.
Secado de partículas. Actualmente se usan dos
tipos principales de equipo para secar las partículas: las
secadoras de tambor y las de tubo, de las cuales
las primeras son las más comunes. Las partículas
recorren 1, 2 ó 3 veces la longitud de la secadora antes
de ser descargadas. La temperatura en la zona
por donde pasan puede alcanzar hasta 870 °C cuando las
partículas están muy húmedas, pero para
partículas más secas se usan temperaturas
cercanas
a los 260 °C. Aunque el contenido de humedad (CH) final
del tablero es por lo regular alrededor del 10 %, las
partículas se deben secar a contenidos de
humedad inferiores a este valor, para
tomar en cuenta el aumento en CH debido al agua proveniente del
adhesivo. Así, el CH usual de las
partículas al salir de la secadora está entre un
3 y 4%. Un exceso de CH en las partículas puede causar la
formación de "ampollas" en el tablero, mientras
que si la humedad es insuficiente, puede ocurrir un fraguado
prematuro de la resina, lo que conduce a un pegado deficiente,
dando como resultado un
tablero con baja resistencia mecánica y superficies de
poca calidad (Echenique et al, 1993).
Separación de partículas por
tamaño. Una vez secas, las partículas se
tamizan para remover el polvo y para separarlas por
tamaño, de tal manera que las más pequeñas
se pueden usar para las superficies y las más grandes para
los centros de los tableros. Si el polvo no es retirado, tiende a
absorber gran cantidad de resina reduciendo así la
resistencia mecánica del panel.
Mezclado de partículas y adhesivo. Los
principales adhesivos sintéticos que se utilizan para la
fabricación de los tableros son urea-formaldehído y
fenol-formaldehído, que son solubles en agua.
Ambos han sido mejorados con base en investigaciones
recientes de tal modo que ahora resultan ser menos contaminantes
del aire e incluso se ha logrado reducir sus tiempos de fraguado.
Los tableros de partículas tienen una mayor resistencia
mecánica mientras mayor sea la cantidad de resina que se
utilice en su fabricación, sin embargo, por razones
económicas no conviene utilizar resina en mayor cantidad
que la estrictamente necesaria para la obtención de
tableros con las propiedades que se requieren; generalmente, el
consumo de
adhesivos se encuentra entre 2.5 y 10 % del peso del tablero
y partículas casi siempre es mayor que la que se
emplea en los tableros de madera contrachapada.
Formación del colchón. Antes del proceso
de prensado de los tableros, las capas de partículas de
madera cubiertas con gotas de pegamento se van colocando una
sobre otra, de modo tal que se distribuyen en forma de
colchón sobre una banda sin fin, con un grosor lo
más uniforme posible. En años recientes se han
desarrollado máquinas formadoras de colchones en las que
las partículas son transportadas por medio de aire, el
cual es impulsado por ventiladores, logrando que el
colchón de partículas tenga la uniformidad en
grosor que se requiere. Estas máquinas tienen la
particularidad de orientar perpendicularmente las
partículas de las capas de las superficies respecto de las
partículas colocadas en la capa central, formando
así los tableros de tres capas cuyo uso es cada vez
más aceptado.
Preprensado y prensado. En las plantas modernas de
fabricación de tableros, el colchón de
partículas se somete a un proceso de preprensado para
evitar el
uso de platinas o bandas sin fin para alimentar las prensas y,
de esta manera, al haber tenido una consolidación previa,
los tableros son fácilmente manejables sin que sufran
rupturas durante las etapas finales del proceso de
fabricación. Existen equipos de placas para el preprensado
que requieren mantener estacionario el colchón mientras se
coloca posteriormente en la máquina de prensado final,
siendo en esta última donde se consolida el tablero
por medio de presión y calor proporcionado mediante
vapor, agua caliente o aceite. Las
prensas de consolidación final se clasifican en continuas
y discontinuas; las primeras se utilizan para la
fabricación de tableros delgados, aproximadamente de 3 mm
de grosor. El tiempo de prensado varía entre 5 y 8 minutos
para tableros de 12 mm de grosor, y de alrededor de 15 minutos
para tableros de 19 mm; estos tiempos resultan ser suficientes
para que el calor penetre hasta el centro del tablero permitiendo
que fragüe el adhesivo. Cabe señalar que la prensa es
el equipo más costoso de entre todos los que se utilizan
en el proceso de fabricación de los tableros de
partículas, y es por ello que regularmente se mantienen en
operación ininterrumpidamente, y sólo se detienen
para los períodos establecidos de mantenimiento.
Reacondicionamiento e igualamiento. Una vez que
concluye el proceso de prensado, los tableros deben ser retirados
inmediatamente, ya que al abrirla prensa las superficies de los
tableros pierden humedad rápidamente debido a que las
platinas permanecen calientes; esta pérdida de humedad
puede propiciar el desarrollo de esfuerzos en los tableros, de
modo que el proceso de acabado resulte más complicado e
ineficiente. Los tableros, al ser retirados de la prensa, son
almacenados unos sobre otros durante varios días para que
se enfríen y se adapten a las condiciones ambientales que
los rodean. Esta es una etapa importante en el proceso de
fabricación de los tableros ya que al enfriarse
gradualmente, su contenido de humedad se distribuye uniformemente
en todo su interior, lo cual permite la máxima eficiencia
de los adhesivos, al mismo tiempo que se evita que éstos
se degraden por exposición
prolongada a altas temperaturas.
Acabado. Cuando los tableros se han enfriado y su
humedad interior es uniforme y está en equilibrio con
los valores de
humedad ambientales de la planta de fabricación, se
recortan con sierras para obtener las dimensiones que se desean y
se lijan las caras para lograr el grosor final; para este proceso
se
utilizan generalmente lijadoras de banda ancha
que son más eficientes. En algunas fábricas la
operación de acabado incluye la aplicación de
pinturas,
barnices, chapas de madera, hojas de papel impregnadas
con resina fenólica, así como películas de
plástico o de vinilo. El proceso global de
fabricación de tableros de partículas, se puede
observar en la figura 3.

CONCLUSIONES
Uno de los objetivos en
la utilización de los tableros o paneles es aprovechar
maderas de baja calidad, de pequeñas dimensiones o
residuos resultantes de ellas. En la actualidad, la demanda de
los tableros de partículas para fines decorativos o
estructurales se ha incrementado con respecto a los tableros de
madera contrachapada.
Por la fabricación y la implementación de estos
tableros llegaremos a obtener las siguientes ventajas
a. Se eliminan o reducen los efectos de debilitamiento que se
tienen en la madera aserrada, causados por nudos,
desviación de la fibra u otros defectos.
b. Debido a que se fabrican en dimensiones mayores que las
obtenidas en piezas de madera aserrada, con ellos es posible
cubrir con facilidad grandes superficies.
c. Tienen una mejor estabilidad dimensional.
d. Reducen el desperdicio en su procesamiento, ya que se
producen con material que en algunos aserraderos consideran que
es material de desecho o de desperdicio.
e. Pueden diseñarse para satisfacer necesidades
específicas, incorporando diversas sustancias o
modificando convenientemente los tratamientos térmicos o
mecánicos a los que pueden ser sometidos, con el fin de
lograr elementos con determinadas características de
resistencia al agua, al fuego, a la pudrición o a acciones
mecánicas requeridas para aplicaciones estructurales.
f. Posibilita la utilización de especies de
rápido crecimiento y de ciertas especies blandas y
marginadas.
Autor:
José Antonio Palacios
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |