Práctica de Moldeo y Fundición en Farmacia – Procesos de Manufactura (página 3)
Moldes En Arena Seca
Un molde de arena seca se fabrica con aglomerantes
orgánicos en lugar de arcilla. El molde se cuece en una
estufa grande a temperaturas que fluctúan entre 204
ºC y 316 ºC. El cocido en estufa refuerza el molde y
endurece la superficie de la cavidad. El molde de arena seca
proporciona un mejor control
dimensional en la fundición que los moldes de arena verde.
Sin embargo, el molde de arena seca es más costoso y la
velocidad de
producción es reducida debido al tiempo de
secado.
Sus aplicaciones se limitan generalmente a fundiciones de
tamaño medio y grande y en velocidades de
producción bajas. En los moldes de capa seca, la
superficie de la cavidad de un molde de arena verde se seca a una
profundidad entre 10 mm y 25 mm, usando sopletes, lámparas
de calentamiento u otros medios,
aprovechando parcialmente las ventajas del molde de arena seca.
Se pueden añadir materiales
adhesivos especiales a la mezcla de arena para reforzar la
superficie de la cavidad.
Moldes En Cáscara Cáscara
Cerámica
Es un procedimiento muy
parecido al de los moldes de arena verde, con excepción de
que alrededor del modelo
(aproximadamente 10 mm) se coloca arena con un compuesto que al
secar hace más dura a la arena, este compuesto puede ser
almidón, linaza, agua de
melaza, etc. El material que sirve para endurecer puede ser
aplicado por medio de un rociador y posteriormente secado con una
antorcha.
Proceso De Fundición A La Cera
Perdida
Es un proceso muy
antiguo para la fabricación de piezas artísticas.
Consiste en la creación de un modelo en cera de la pieza
que se requiere, este modelo debe tener exactamente las
características deseadas en la pieza a fabricar. El modelo
de cera es cubierto con yeso o un material cerámico que
soporte el metal fundido. Para que seque ese material
cerámico se introduce a un horno, con ello el material
cerámico se endurece y el modelo de cera se derrite. En el
molde fabricado se vacía el metal fundido y se obtiene la
pieza deseada. Es un proceso que es utilizado para la
fabricación de piezas ornamentales únicas o con muy
pocas copias.
Proceso De Cáscara
Cerámica
Es un proceso parecido al de la cera perdida, sólo que
en este proceso el modelo de cera o un material de bajo punto de
fusión
se introduce varias veces en una lechada refractaria (yeso con
polvo de mármol) la que cada vez que el modelo se
introduce este se recubre de una capa de la mezcla, generando una
cubierta en el modelo. Posteriormente el modelo y su
cáscara se meten en un horno con lo que el material
refractario se endurecerá y el modelo se derrite.
Así se tiene un molde listo para ser llenado con un metal
y producir una fundición sólida o
hueca.
Fundición En Molde De Yeso
Cuando se desea la fabricación de varios tipos de
piezas de tamaño reducido y de baja calidad en su
terminado superficial, se utiliza el proceso de fundición
en molde de yeso. Este consiste en la incrustación de las
piezas modelo que se desean fundir, en una caja llena con pasta
de yeso, cuando se ha endurecido el yeso, se extraen las piezas
que sirvieron de modelo y por gravedad se llenan las cavidades
con metal fundido. El sistema anterior
puede producir grandes cantidades de piezas fundidas con las
formas deseadas.
Moldes En Fosa
Las piezas de fundición extremadamente grandes son
moldeadas en una fosa en vez de moldear en cajas. La fosa
actúa como la base de la caja, y se usa una capa
separadora encima de él. Los lados de la fosa son una
línea de ladrillos y en el fondo hay una capa gruesa de
carbón con tubos de ventilación conectados a nivel
del piso. Entonces los moldes de fosa pueden resistir las
presiones que se desarrollan por el calor de los
gases, esta
práctica ahorra mucho en moldes costosos.
MOLDES PERMANENTES
En este caso el molde se prepara sin ayuda de modelo alguno
labrando directamente en negativo la pieza en uno o varios
bloques de metal (generalmente hierro fundido
o acero ) que viene
a constituir la coquilla que dura numerosas fundiciones algunas
veces los moldes permanentes se hacen de yeso, de modo que sirvan
para varias coladas con solo leves reparaciones cuando la pieza
ha de tener huecos interiores el hoyero con la caja de machos u
otros utensilios, hace los machos o hoyos convenientes. Los
moldes perdidos son aptos para la colada de toda clase de
metales y para
piezas de cualquier dimensión; en cambio, los
moldes permanentes en coquilla se adaptan especialmente para
fundir pequeñas piezas sencillas y en gran numero de un
modo particular para metales de bajo grado de fusión
(aleaciones de
cobre de
aluminio, de
cinc, de plomo o similares ).
Los moldes de coquilla confieren en algunas aleaciones.
Características mecánicas especiales ( un grado de
dureza muy elevado) por que modifican profundamente su estructura;
por ello se emplean para la colada de piezas que han de estar
sometidas a un fuerte desgaste, como los cilindros de maquinas
laminadoras, ruedas para ferrocarriles, bancadas para maquinas y
herramienta, etc. Si las pieza de hierro fundido obtenido de los
moldes de coquilla han de ser trabajadas posteriormente en
máquinas de herramienta deben ser sometidas
a un oportuno tratamiento térmico.
MODELOS
El modelo es la pieza que se pretende reproducir, pero con
algunas modificaciones derivadas de la
naturaleza del
proceso de fundición:
v Será ligeramente más grande que la
pieza, ya que se debe tener en cuenta la contracción de la
misma una vez se haya extraído del molde.
v Las superficies del modelo deberán respetar
unos ángulos mínimos con la dirección de desmoldeo (la dirección
en la que se extraerá el modelo), con objeto de no
dañar el molde de arena durante su extracción. Este
ángulo se denomina ángulo de salida.
v Incluir todos los canales de alimentación y
mazarotas necesarios para el llenado del molde con el metal
fundido.
v Si es necesario incluirá portadas, que son
prolongaciones que sirven para la colocación del
macho.
Fabricación del modelo:
v En lo que atañe a los materiales empleados para
la construcción del modelo, se puede emplear
desde madera o
plásticos
como el uretano hasta metales como el aluminio o el hierro
fundido.
v Usualmente se fabrican dos semi-modelos
correspondientes a sendas partes del molde que es necesario
fabricar.
v Compactación de la arena alrededor del modelo.
Para ello primeramente se coloca cada semi-modelo en una tabla,
dando lugar a las llamadas tablas modelo, que garantizan que
posteriormente ambas partes del molde encajarán
perfectamente.
v Actualmente se realiza el llamado moldeo
mecánico, consistente en la compactación de la
arena por medios automáticos, generalmente mediante
pistones (uno o varios) hidráulicos o
neumáticos.
v Colocación del macho. Si la pieza que se quiere
fabricar es hueca, será necesario disponer machos que
eviten que el metal fundido rellene dichas concavidades. Los
machos se elaboran con arenas especiales debido a que deben ser
más resistentes que el molde, ya que es necesario
manipularlos para su colocación en el molde. Una vez
colocado, se juntan ambas caras del molde y se sujetan.
Modelos De Madera
Para modelos de todos tamaños. Las maderas mas
empleadas son el abeto, el pino y el álamo entre las
maderas blandas; y el nogal, el aliso, el roble y el alerce entre
las mas duras.
Modelos Metálicos
La fundición en moldes permanentes hechos de metal es
utilizada para la producción masiva de piezas de
pequeño o regular tamaño, de alta calidad y con
metales de baja temperatura de
fusión. Sus ventajas son que tienen gran precisión
y son muy económicos, cuando se producen grandes
cantidades. Existen varios tipos de moldes metálicos
utilizados para la fabricación de piezas por lo regular de
metales no ferrosos, a continuación se mencionan algunos
de las más utilizados.
1. Fundición en matrices
En este proceso el metal líquido se inyecta a presión en
un molde metálico (matriz), la
inyección se hace a una presión entre 10 y 14 Mpa,
las piezas logradas con este procedimiento son de gran calidad en
lo que se refiere a su terminado y a sus dimensiones. Este
procedimiento es uno de los más utilizados para la
producción de grandes cantidades de piezas fundidas. Se
pueden utilizar dos tipos de sistema de inyección en la
fundición en matrices.
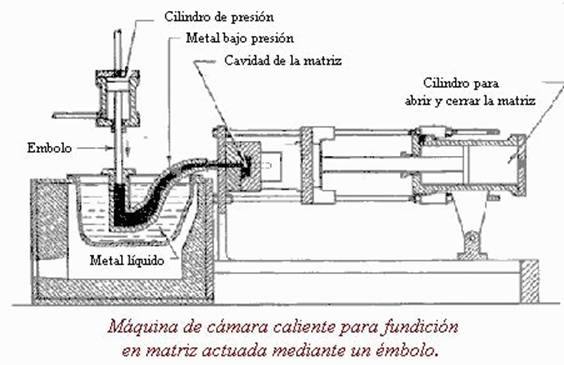
1. Cámara caliente
2. Cámara fría
El procedimiento de fusión en cámara caliente se
realiza cuando un cilindro es sumergido en el metal derretido y
con un pistón se empuja el metal hacia una salida la que
descarga a la matriz. Las aleaciones más utilizadas en
este método son
las de bajo punto de fusión como las de zinc, estaño
y plomo. Las piezas que se producen son de 20 a 40 kg y se llegan
a manejar presiones superiores a los 35 Mpa. Es un proceso
rápido que se puede fácilmente mecanizar.
El proceso con cámara fría se lleva metal
fundido por medio de un cucharón hasta un cilindro por el
cual corre un pistón que empuja al metal a la matriz de
fundición, las piezas obtenidas son de unos cuantos gramos
a 10 kg y sólo es recomendable en trabajos de poca
producción.

Fundición por
Inyección
La fundición en esta forma y tratándose de gran
cantidad de piezas, exige naturalmente un numero considerable de
moldes. Es evidente que el costo de cada
pieza aumenta con el precio del
molde.
En las técnicas
modernas para la fundición de pequeñas piezas, se
aplican maquinas con moldes de metal, que duran mucho tiempo,
pudiendo fundirse en ellos millares de piezas, el metal se
inyecta en el molde a presión, por cuya razón este
sistema se denomina por inyección. El peso de las piezas
que se pueden fundir por inyección en moldes
mecánicos, varía entre 0.5 gramos hasta 8 kilos.
Por lo general se funden por inyección piezas de Zinc,
Estaño, Aluminio, y Plomo con sus respectivas
aleaciones.
La parte más delicada de la maquina para fundir por
inyección es el molde. Este molde tiene que ser hecho con
mucho cuidado y exactitud, tomando en cuenta los coeficientes de
contracción y las tolerancias para la construcción
de las piezas, de acuerdo con el metal y la temperatura con la
que se inyecta.
La cantidad de piezas que pueden fundir en un molde y con una
sola maquina es muy grande, además, en una hora pueden
fabricarse de 200 a 2000 piezas según su tamaño y
forma, por lo tanto, repartiendo el costo del molde, de la
maquina, así como también los gastos de mano de
obra para la manutención del equipo y teniendo en cuenta
la gran producción, a de verse que las piezas fundidas en
serie por inyección resultan de bajo costos.
Fundición en
Coquillas
Si se hecha un metal fluido en un molde permanente, fabricado
de hierro o acero, se efectúa la fundición en
coquillas. Este método tiene una ventaja importante en
comparación con la fundición en arena; se puede
fundir con la pieza misma, roscas exteriores mayores, agujeros,
etc.
Las piezas coladas en coquillas tienen una superficie pareja y
limpia por lo que, generalmente, no es necesario un trabajo
posterior de acabado. La exactitud de la medida es mucho
más grande que la fundición de arena; pero mucho
menor que cuando se funde por inyección.
Se puede observar que la estructura de la pieza fundida en
coquillas es densa de grano muy fino, por lo que las propiedades
mecánicas en estas son mejores que las de piezas iguales
coladas en molde de arena. Por esta razón es posible
disminuir el peso de piezas fundidas en coquillas, con el
consiguiente ahorro de
material.
Fundición Centrífuga
La fundición centrifuga es el proceso de hacer girar el
molde mientras se solidifica el metal, utilizando así la
fuerza
centrifuga para acomodar el metal en el molde. Se obtienen
mayores detalles sobre la superficie de la pieza y la estructura
densa del metal adquiere propiedades físicas superiores.
Las piezas de forma simétricas se prestan particularmente
para este método, aun cuando se pueden producir otros
muchos tipos de piezas fundidas.
Por fundición centrifuga se obtienen piezas más
económicas que por otros métodos.
Los corazones en forma cilíndricas y rebosaderos se
eliminan. Las piezas tienen una estructura de metal densa con
todo y las impurezas que van de la parte posterior al centro de
la pieza pero que frecuentemente se maquinan. Por razón de
la presión extrema del metal sobre el metal, se pueden
lograr piezas de secciones delgadas también como en la
fundición estática.
Los moldes permanentes se han hecho frecuentemente en la
fundición centrifuga de magnesio. Desde entonces las
piezas de fundición de magnesio son forzadas nuevamente al
molde, las piezas se enfrían mas rápidamente y el
aire o gas atrapados se
eliminan entre el molde y el material.
Aunque en la fundición centrífuga hay
limitaciones en el tamaño y forma de piezas fundida, se
pueden hacer desde anillos de pistón de pocos gramos de
peso y rodillo para papel que pesen arriba de 40 toneladas,
Blocks de maquinas en aluminio.
Es un método en el que aprovecha la fuerza
centrífuga que se puede general al hacer girar el metal en
tordo de un eje. Existen tres tipos de fundición
centrífuga:
v Fundición centrífuga real
v Fundición semi-centrífuga
v Centrifugado
Fundición centrífuga real
Es el procedimiento utilizado para la fabricación de
tubos sin costura, camisas y objetos simétricos, los
moldes se llenan del material fundido de manera uniforme y se
hace girar al molde sobre su eje de rotación.

Fundición semi-centrífuga
Es un método en el que el material fundido se hace
llegar a los extremos de los moldes por la fuerza
centrífuga que genera hacer girar a los moldes, los
extremos se llenan del material fundido, con buena densidad y
uniformidad. El centro tiene poco material o de poca densidad.
Por lo regular el centro en este tipo de sistemas de
fundición es maquinado posteriormente.

Centrifugado
Es un sistema donde por medio de un tallo se hace llegar metal
fundido a racimos de piezas colocadas simétricamente en la
periferia. Al poner a girar el sistema se genera fuerza
centrífuga la que es utilizada para aumentar la
uniformidad del metal que llena las cavidades de los moldes.

GLOSARIO
v Combustible
Cuando se dispone de carbón graso, este es
quizás el combustible más barato y fácil de
manejar, además de presentar ciertas ventajas sobre el
empleo del
gas. Un fuego de carbón puede regularse de modo que el
metal se mantenga a cierta temperatura, tratándose
de hornos de gas, en que se regulan con la corriente de la
instalación, sucede que en las horas de descanso en que la
presión es mas baja, el metal se enfría, y se
pierde después mucho tiempo en volverlo a fundir, aunque
solo sea al cabo de una hora, o al empezar el trabajo al
día siguiente.
v Escorias
Todos los metales fusibles sueltan gran cantidad de escoria
que ordinariamente se echa fuera, sobre todo tratándose
del estaño y sus compuestos. La escoria que se recoge
encima del metal fundido debe volverse a fundir cuando se tenga
cantidad suficiente para llenar un caso. Las escorias deben
fundirse 5 a 6 veces si se requiere extraerles todo el metal
aprovechable.
v Fundente
Se conocen con el nombre de fundente a una amplia gama de
productos
químicos que se utilizan en los procesos de
fusión de los minerales para
rebajar el punto de fusión y eliminar parte de la escoria
del propio.
BIBLIOGRAFÍA
Fundición:
ciencia/volumen2/ciencia3/080/htm/sec_7.htm
http://html.rincondelvago.com/acero-en-horno-electrico.html
http://www.fi.uba.ar/materias/7202/MaterialAlumnos/Reduccion_Directa.pdf
http://www.americaeconomica.com/numeros4/265/reportajes/arruti265.htm
http://www.monografias.com/trabajos24/materiales/materiales.shtml#obtencion
http://www.sapiensman.com/ESDictionary/docs/d12.htm
http://www.aprendizaje.com.mx/Curso/Proceso1/Temario1_III.html#nueve
http://www.ipac.es/acero/fabricacion.asp
http://www.monografias.com/trabajos41/hornos-de-cubilote/hornos-de-cubilote.shtml#horno
Moldeo:
http://www.uax.es/publicaciones/archivos/TECTIN05_003.pdf
http://sifunpro.tripod.com/fund.htm
http://materias.fcyt.umss.edu.bo/tecno-II/PDF/cap-22.pdf
http://www.aprendizaje.com.mx/Curso/Proceso1/Temario1_V.html
Autor:
Cazares Rosas José
Canek
Materia: "Procesos de manufactura"
Instituto politécnico nacional
Unidad profesional interdisciplinaria de ingeniería ciencias
sociales y administrativas
Lic. Administración industrial
Lunes 29 de octubre de 2007
México D.F.
[1] Convertidor de arrabio en acero inventado
por Henry Bessemer. Un flujo de aire se inyecta por la parte
inferior del horno para que elimine gran parte del carbono y
otras impurezas del arrabio por oxidación. Este diseño fracasó inicialmente porque
el refractario que cubría las paredes del horno era de
tipo "ácido".
[2] El reformador es un reactor
químico que a altas temperaturas convierte una mezcla de
gas natural
y vapor en un gas de alto poder
reductor formado de hidrógeno y monóxido de
carbono.
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |