- Introducción
- Poliacrilonitrilo
- Historia
- Copolímeros
- Características del Poliacrilonitrilo
- Obtención del acrilonitrilo
- Características técnicas
- Fibra acrílica
- Polimerización
- Preparación del polímero
- Hilatura
- Tratamientos posteriores
- Estructura y morfología
- Temperatura de transición vítrea
- Estado metastable
- Bibliografía
Introducción
Desde mi punto de vista metodológico la presente investigación se enfoca cualitativamente en el estudio del Poliacrilonitrilo (PAN). Es un polímero utilizado en la fabricación de fibras sintéticas, se utiliza, por ejemplo, para hacer suéteres y para fabricar telas para carpas.
Es un polímero vinílico, y un derivado de la familia de los acrilatos poliméricos. Se hace a partir del monómero acrilonitrilo, por medio de una polimerización vinílica por radicales libres.
El Poliacrilonitrilo Utiliza frecuentemente para hacer otro compuesto del tipo polimérico, la fibra de carbono en hornos de alta temperatura en ausencia de oxígeno. Pero los copolímeros que contienen principalmente Poliacrilonitrilo, se utilizan como fibras para hacer tejidos, como medias y suéteres, o también productos para ser expuestos a la intemperie, como carpas y otros. Si la etiqueta de cierta prenda de vestir dice "acrílico", entonces es porque la prenda está hecha con algún copolímeros de Poliacrilonitrilo. Generalmente son copolímeros de acrilonitrilo y acrilato de metilo, o acrilonitrilo y metacrilato de metilo.
Además de los polímeros clásicos que se producen y comercializan desde hace años, cada día aparecen otros polímeros nuevos, provenientes de las investigaciones científicas y tecnológicas que se desarrollan en todo el mundo.
Dada la gran variedad de materiales poliméricos existentes, se hace necesario agruparlos según sus características, facilitando así el entendimiento y el estudio de sus propiedades.
Se han hecho numerosos intentos de proporcionar a los polímeros industriales una clasificación definitiva, teniendo en cuenta sus estructuras químicas, sus distintas propiedades mecánicas, eléctricas y ópticas, el comportamiento frente el calor, tipos de aplicaciones, escala de producción, u otras características. Existen, pues, diferentes posibilidades de clasificación de los polímeros.
Poliacrilonitrilo
El Poliacrilonitrilo (PAN) es un polímero utilizado en la fabricación de fibras sintéticas, se utiliza, por ejemplo, para hacer suéteres y para fabricar telas para carpas.
El Poliacrilonitrilo es un polímero vinílico, y un derivado de la familia de los acrilatos poliméricos. Se hace a partir del monómero acrilonitrilo, por medio de una polimerización vinílica por radicales libres.
El Poliacrilonitrilo se utiliza frecuentemente para hacer otro compuesto del tipo polimérico, la fibra de carbono en hornos de alta temperatura en ausencia de oxígeno. Pero los copolímeros que contienen principalmente Poliacrilonitrilo, se utilizan como fibras para hacer tejidos, como medias y suéteres, o también productos para ser expuestos a la intemperie, como carpas y otros. Si la etiqueta de cierta prenda de vestir dice "acrílico", entonces es porque la prenda está hecha con algún copolímeros de Poliacrilonitrilo. Generalmente son copolímeros de acrilonitrilo y acrilato de metilo, o acrilonitrilo y metacrilato de metilo.
Historia
En 1843 Feriando Redtenbacher (1809-1895) investigó sobre el óxido de acrinoleína con un óxido de plata acuoso y ácido acrílico isolatado. Posteriormente, Friedrich Beilstein (1838-1883) produjo ácido acrílico mediante la destilación de ácidos hidroacrílicos en 1862. La investigación continuó con los esfuerzos de Edward Frankland (1825-1899), Duppon, Schneider, Richard Erlenmeyer (1825-1909), Engelhorn, Carpary y Tollens y quien compensó los esfuerzos fue el químico francés Charles Maureu (1803-1929) que descubrió el acrilonitrilo en 1893. Él demostró que era un nitrilo del ácido acrílico.
Durante la Primera Guerra Mundial, el acrilonitrilo fue propuesto para sustitutir en la manufactura del caucho sintético. Con la restauración del comercio después de la Guerra, el abastecimiento del caucho natural se incrementó y esto hizo que el caucho sintético fuera menos ventajoso; algunas compañías comenzaron a investigar otras aplicaciones del acrilonitrilo. La fibra sintética industrial fue una de las primeras opciones investigadas. Los desarrollos en las fibras de acrilonitrilo fueron lentos hasta que se descubrieron los solventes apropiados, lo que permitió a las fibras ser formadas por hilado en seco o mojado.
Copolímeros
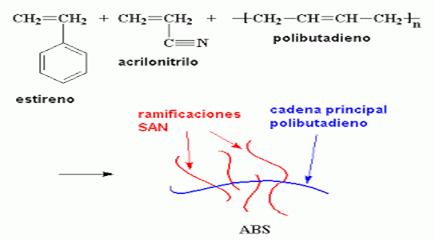
También se sintetizan copolímeros a partir de acrilonitrilo y cloruro de vinilo. Estos copolímeros son retardantes de las llamas y las fibras hechas de ellos se llaman «fibras modacrílicas». Otros copolímeros son el estireno acrilonitrilo (SAN) y el acrilonitrilo butadieno estireno (ABS), se utilizan como plásticos. El SAN es un simple copolímeros al azar de estireno y acrilonitrilo. Pero el ABS es más complicado. Está hecho por medio de la polimerización de estireno y acrilonitrilo en presencia de polibutadieno. El polibutadieno tiene enlaces dobles carbono-carbono en su estructura, los que pueden también polimerizar. Así que se forma una cadena de polibutadieno, conteniendo cadenas de SAN injertados en él.
El ABS es muy fuerte y liviano. Es lo suficientemente fuerte como para ser utilizado en la fabricación de piezas para automóviles. El empleo de plásticos como ABS hace más livianos a los autos, así que utilizan menos combustible y por lo tanto contaminan menos. El ABS es un plástico más fuerte que el poliestireno gracias a los grupos nitrilo en sus unidades de acrilonitrilo. Los grupos nitrilo son muy polares, así que se atraen mutuamente. Esto permite que las cargas opuestas de los grupos nitrilo puedan estabilizarse. Esta fuerte atracción sostiene firmemente las cadenas de ABS, haciendo el material más fuerte. También el polibutadieno, con su apariencia de caucho, hace al ABS más resistente que el poliestireno.
Propiedades físicas y químicas:
*Peso Molecular de la unidad de repetición (g/mol) 53,06
*Densidad (g/cm3)1.15-1.18
*Resistencia a la tracción (cN / tex) 24 a 65
*Contenido de humedad de 1 a 2% 20 ° C 65
*Moldeo (con dificultad) °C Superior a 300
*Hilado húmedo °C 160-180
*Temperatura degradación °C200
*Fuerza tensil (Mpa) 40-50
*Fuerza al impacto (Notched Impact Strength) Kj/m2 10-20Coeficiente de expansión térmica 70-90 x10-6
*Temperatura de uso máximo °C 80-95
*Temperatura de transición vítrea ° C85
*Temperatura de fusión °C 317
Características del Poliacrilonitrilo
El Poliacrilonitrilo (PAN) por si solo no presenta muchas aplicaciones, pero si se utiliza para hacer otro polímero, la fibra de carbono, y también interviene en la fabricación de otros copolímeros.

Los copolímeros que contienen principalmente Poliacrilonitrilo, se utilizan como fibras para hacer tejidos, como medias y suéteres, o también productos para ser expuestos a la intemperie, como carpas y otros. Si la etiqueta de cierta prenda de vestir dice "acrílico", entonces es porque la prenda está hecha con algún copolímeros de Poliacrilonitrilo. Generalmente son copolímeros de acrilonitrilo y metil acrilato, o acrilonitrilo y metil metacrilato:


A veces también se hacen los copolímeros a partir de acrilonitrilo y cloruro de vinilo. Estos copolímeros son retardantes de llama y las fibras hechas de ellos se llaman fibras modacrílicas.

Pero la gran cantidad de copolímeros de acrilonitrilo no termina aquí. El poli(estireno-co-acrilonitrilo) (SAN) y el poli(acrilonitrilo-co-butadieno-co–estireno) (ABS), se utilizan como plásticos.

El SAN es un simple copolímeros al azar de estireno y acrilonitrilo. Pero el ABS es más complicado. Está hecho por medio de la polimerización de estireno y acrilonitrilo en presencia de polibutadieno. El polibutadieno tiene enlaces dobles carbono-carbono en su estructura, los que pueden también polimerizar. Así que terminamos con una cadena de polibutadieno, conteniendo cadenas de SAN injertados en él, tal como se ve abajo.
El ABS es muy fuerte y liviano. Es lo suficientemente fuerte como para ser utilizado en la fabricación de piezas para automóviles. El ABS hace más livianos a los autos, así que utilizan menos combustible y por lo tanto contaminan menos.

El ABS es un plástico más fuerte que el poliestireno dado a los grupos nitrilo en sus unidades de acrilonitrilo. Los grupos nitrilo son muy polares, así que se atraen mutuamente. Esto permite que las cargas opuestas de los grupos nitrilo puedan estabilizarse, como se observa en la figura anterior. Esta fuerte atracción sostiene firmemente las cadenas de ABS, haciendo el material más fuerte. También el polibutadieno, con su apariencia de caucho, hace al ABS más resistente que el poliestireno.
El Poliacrilonitrilo es un polímero vinílico, y un derivado de la familia de los acrilatos poliméricos. Se hace a partir del monómero acrilonitrilo, por medio de una polimerización vinílica por radicales libre.

Obtención del acrilonitrilo
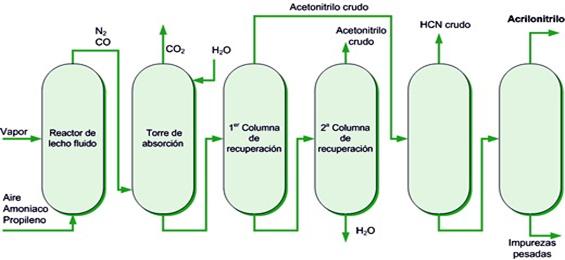
El acrilonitrilo es producido en cantidades comerciales casi exclusivamente por un método desarrollado en fase vapor en el que se produce la oxidación del propileno y amoníaco con catalizadores.
catalizador

El proceso comercial utiliza un reactor de lecho fluido en el cual el propileno el amoníaco y el aire se ponen en contacto con un catalizador sólido a una temperatura de 400 a 510 °C y una presión entre 0.5 y 2 atmósferas. Es un proceso de una sola pasada y por cada 1.1 Kg. de propileno se obtiene 1 Kg. de acrilonitrilo.

El efluente caliente que sale del reactor es dirigido a una torre de absorción en contracorriente donde se separa una solución de acrilonitrilo de gases N2 (nitrógeno), CO (monóxido de carbono), CO2 (dióxido de carbono) e Hidrocarburos que no reaccionaron. Los gases se hacen pasar por un incinerador para quemar el CO y los hidrocarburos.
La solución que contiene acrilonitrilo es pasado a una columna de recuperación donde se obtiene una corriente de acrilonitrilo crudo que contiene también HCN (ácido cianhídrico). Del fondo de la columna se obtiene un efluente que en una segunda columna de recuperación se obtiene acetonitrilo y agua. En una última columna se separa el acrilonitrilo de impurezas. Como residuos del proceso se obtiene HCN el cual es usado principalmente en la manufactura de metil metacrilato y acetonitrilo el cual puede ser tratado para obtener un producto industrial utilizado como solvente.
Estructura química de la unidad repetitiva del Poliacrilonitrilo
Poliacrilonitrilo También se le conoce como PAN, por su abreviación.

El Poliacrilonitrilo se utiliza para hacer otro polímero, la fibra de carbono. Pero los copolímeros que contienen principalmente Poliacrilonitrilo, se utilizan como fibras para hacer tejidos, como medias y suéteres, o también productos para ser expuestos a la intemperie, como carpas y otros. Si la etiqueta de cierta prenda de vestir dice "acrílico", entonces es porque la prenda está hecha con algún copolímero de Poliacrilonitrilo.Generalmente son copolímeros de acrilonitrilo y metil acrilato, o acrilonitrilo y metil metacrilato:
A veces también hacemos los copolímeros a partir de acrilonitrilo y cloruro de vinilo. Estos copolímeros son retardantes de llama y las fibras hechas de ellos se llaman fibras modacrílicas. Pero la gran cantidad de copolímeros de acrilonitrilo no termina aquí. El poli(estireno-co-acrilonitrilo) (SAN) y el poli(acrilonitrilo-co-butadieno-co–estireno) (ABS), se utilizan como plásticos.
El SAN es un simple copolímero al azar de estireno y acrilonitrilo.
El ABS es más complicado. Está hecho por medio de la polimerización de estireno y acrilonitrilo en presencia de polibutadieno.
El polibutadieno tiene enlaces dobles carbono-carbono en su estructura, los que pueden también polimerizar. Así que terminamos con una cadena de polibutadieno, conteniendo cadenas de SAN injertados en él. El ABS es muy fuerte y liviano. Es lo suficientemente fuerte como para ser utilizado en la fabricación de piezas para automóviles.
El empleo de plásticos como ABS hace más livianos a los autos, así que utilizan menos combustible y por lo tanto contaminan menos.
El ABS es un plástico más fuerte que el poliestireno dado a los grupos nitrilo en sus unidades de acrilonitrilo. Los grupos nitrilo son muy polares, así que se atraen mutuamente.
Esto permite que las cargas opuestas de los grupos nitrilo puedan estabilizarse, como usted ve en el cuadro de la izquierda.Esta fuerte atracción sostiene firmemente las cadenas de ABS, haciendo el material más fuerte.
También el polibutadieno, con su apariencia de caucho, hace al ABS más resistente que el poliestireno.
El Poliacrilonitrilo es un polímero vinílico, y un derivado de la familia de los acrilatos poliméricos. Se hace a partir del monómero acrilonitrilo, por medio de una polimerización vinílica por radicales libres.
Características técnicas
Formulación:Poliacrilonitrilo PAN (-CH2-CH-CN)nCargas y refuerzos: PVC y otros polímerosPROCESOS DE TRANSFORMACIÓN Y SUS TEMPERATURASProceso Temperatura (°C) Moldeo (con dificultad) Superior a 300Hilado húmedo 160-180DATOS DE DEGRADACIÓN TÉRMICATemperatura degradación: 200°CUtilización industrial: * Fibras acrílicas (PAN 85%)* Fibras modacrílicas * Fibras de grafito* Caucho Nitrílico* Fabricación de copolímeros ABS y SAN
Información adicional:* El PAN se utiliza en copolimerización con estireno, cloruro de vinilo, acetato de vinilo y butadieno para dar plásticos de calidad y bajo costo.* Las fibras acrílicas y modacrílicas poseen elevada resistencia, rigidez y tenacidad. Son insensibles a la humedad y presentan buena resistencia a agentes químicos y hongos y a la intemperie.* Las llamadas fibras de grafito se obtienen por tratamiento térmico sup. 2000°C.* Los productos de degradación son irritantes, asfixiantes y, algunos, muy tóxicos.* La poliacrilamida, soluble en agua, se usa como espesante y floculante.
Poliacrilonitrilo como Termoplástico y descripción de uno de sus copolímeros.
Los polímeros termoplásticos se componen de largas cadenas producidas al unir moléculas pequeñas o monómeros y típicamente se comportan de una manera plástica y ductil. Al ser calentados a temperaturas elevadas, estos polímeros se ablandan y se conforman por flujo viscoso. Los polímeros termoplásticos se pueden recliclar con facilidad.
Sobre el copolimero de acrilonitrilo "ABS" es un termoplástico duro, resistente al calor y a los impactos. Es un copolimero obtenido de polimerización del estireno y acrilonitrilo en la presencia del polibutadieno, resultado de la combinación de los tres monómeros, originando un plástico que se presenta en una gran variedad de grados dependiendo de las proporciones utilizadas de cada uno.
Propiedades generales de éste:
Acrilonitrilo:
Resistencia química
Resistencia a la fatiga
Dureza y rigidez
Resistencia a la fusión
Butadieno:
Ductilidad a baja temperatura
Resistencia al impacto
Resistencia a la fusión
Estireno:
Facilidad de procesado (fluidez)
Brillo
Dureza y rigidez
Dentro de sus propiedades físicas se encuentran:
Fuerza tensil: 40-50 Mpa
Fuerza al impacto ( Notched Impact Strength) : 10-20 Kj/m 2
Coeficiente de expansión térmica: 70-90 x10 -6
Temperatura de uso máximo ( Max Cont Use Temp) : 80-95 °C
Densidad: 1.0-1.05 g/cm 3
Alguna de la resistencia a químicos se enlista a continuación
Ácido diluido: muy bueno
Álcali diluido: muy bueno
Aceites y grasas: muy bueno
Hidrocarburos alifáticos: moderado
Hidrocarburos aromáticos: pobre
Hidrocarburos halogenados: pobre
Alcoholes: pobre (variable)
Aplicaciones
Debido a que las propiedades del ABS son suficientemente buenas para diversas aplicaciones, entre las que se encuentran:
Carcasas de electrodomésticos y de teléfonos
Maletas
Cascos deportivos
Cubiertas internas de las puertas de refrigeradores
Carcasas de computadoras
Fabricación de tubería sanitaria como sustituto del PVC
Por su característica de ser cromable se utiliza ampliamente en la industria automotriz. Se pueden usar en aleaciones con otros plásticos, por ejemplo, el ABS con el PVC nos da un plástico de alta resistencia a la flama que le permite encontrar amplio uso en la construcción de televisores.
Fibra acrílica
Se define como fibra acrílica un polímero constituido por macromoléculas lineales cuya cadena contiene un mínimo del 85% en masa de unidad estructural correspondiente al acrilonitrilo.
Desde el punto de vista de la disponibilidad de las materias primas necesarias para su fabricación, las fibras acrílicas presentan unas perspectivas muy favorables, ya que ninguna de ellas es aromática. Ello supone la ausencia de interferencia de otros sectores cuya demanda y legislación sé orienta hacia el consumo de productos aromáticos.
Las propiedades de las fibras acrílicas recomiendan su empleo como alternativa de la lana en el campo del vestido y de los textiles para interiores. Entre estas propiedades se pueden citar la alta voluminosidad con tacto cálido parecido a la lana, su excelente resiliencia, su baja densidad y su tacto agradable.
COMPOSICIÓN QUÍMICA. (COMONÓMEROS)
El contenido de unidades estructurales correspondientes al acrilonitrilo es del 89% – 94% en peso.
El contenido de unidades con grupos ácidos en los terpolímeros es de unas pocas unidades porcentuales, y a veces inferior al 1%. Entre los comonómeros de este tipo tenemos:
Acidos acrílicos | Acido itacónico |
CH2 = CH COOH | COOH CH2 = C COOH |
Acido alilsufúrico | Acido estirenosulfónico. |
CH2 = CH CH2 – O – SO3H | CH2 = CH C6H4 – SO3H |
El contenido de unidades con grupos básicos en los terpolímeros suele ser del orden del 6%. Los comonómeros más citados son:
Vinilpiridina | Acrilamida | Etilinimina |
CH2 = CH C5H4N | CH2 = CH CONH2 | CH2 – CH2 NH |
El contenido de unidades estructurales de comonómero neutro en los terpolímeros suelen ser del 5% al 8%. Como en el caso de los copolímeros, estos comonómeros son:
Acrilato de metilo | Metacrilato de metilo | Acetato de vinilo |
CH2 = CH COO – CH3 | CH3 CH2 = C COO – CH3 | CH2 = CH OOC – CH3 |
Las fibras acrílicas contienen aditivos que se incorporan como agentes de acabado para mejorar el comportamiento de la fibra en el proceso de fabricación, en el proceso textil y durante su uso. Estos productos poseen propiedades antiestáticas y lubricantes; en algunos caso la fibra acrílica contienen también foto y termoestabilizadores.
Polimerización
La Polimerización del acrilonitrilo solo o con otros monómeros comprende las tres etapas de iniciación, propagación y terminación.
La etapa de iniciación consiste en la activación de algunas moléculas de monómero por los radicales primarios separados del iniciador.
La propagación de la reacción en cadena se realiza por reacción de las moléculas activadas con sucesivas moléculas de monómero, formándose macrorradicales. A lo largo de esta etapa la actividad radical pasa sucesivamente a la unidad estructural que se acaba de incorporar a la cadena. Como es obvio, para obtener moléculas poliméricas son necesarias muchas propagaciones por cada molécula de monómero activada en la etapa de iniciación.
El proceso de crecimiento de los macrorradicales se detiene o termina por reacción entre ellos o con alguna sustancia presente en el sistema (terminación por acoplamiento mutuo, desproporción o transferencia de cadena)

Preparación del polímero
La mayor parte de los polímeros del acrilonitrilo se obtienen por procesos continuos tanto en suspensión acuosa como en solución.
En la polimerización en suspensión los monómeros se dispersan mediante agitación en una solución acuosa del catalizador. La suspensión que contiene el monómero y el catalizador se mantiene a la temperatura de polimerización (3O – 700C) para formar el polímero, el cual es insoluble en el medio acuoso en el que se desarrolla la reacción. Se separa el polímero por filtración y se somete a un lavado para eliminar las impurezas.
Los polímeros del acrilonitrilo obtenidos por polimerización radical son generalmente atácticos y parece ser que los intentos para aumentar la estereoregularidad no ha conducido ha resultados satisfactorios. Por otra parte, se ha indicado que el carácter atáctico de estos polímeros puede favorecer o permite el fijado de las fibras acrílicas en un estado metalstable.
Hilatura
PREPARACIÓN DE LA SOLUCIÓN DE HILATURA
La transformación de los homopolímeros o copolímeros del acrilonitrilo en fibras obliga a disolverlos y a extruir la disolución resultante en una atmósfera de aire o en un baño de coagulación. En cualquier caso es imprescindible recuperar el disolvente y reutilizarlo para que el proceso sea económicamente viable.
La dimetilformamida es el disolvente más utilizado en los procesos de hilatura de las fibras acrílicas. Otros disolventes orgánicos son la dimetilacetamida, el dimetilsulfóxido y el carbono de etileno. Entre las inorgánicas tenemos tiocianatos de sodio y calcio, cloruro de cinc y ácidos inorgánicos.
Para disolver el polímero en un disolvente orgánico se recomienda añadirlo en un estado finamente dividido al disolvente enfriado. A continuación, se somete la mezcla fría a una fuerte agitación para formar una suspensión uniforme, la cual se calienta después a 1500C y se convierte en poco tiempo en una Solución incolora apta para la hilatura.
La disolución del polímero en un disolvente inorgánico se efectúa en dos etapas. En la primera se dispersa el polvo de polímero mojado, que contiene del orden del 30 % de agua, en una solución acuosa de la sal de concentración inferior a la necesaria para disolver el polímero (40 % a 250C). A continuación se añade a la disolución una cantidad adicional de sal que eleve la concentración a niveles suficientes para disolver el polímero.
Después de preparada, la solución de hilatura pasa al filtro prensa y, tanto en la hilatura en seco como en la hilatura en húmedo, es bombeada con una presión de l0 – 12 bar a las cabezas de hilatura individuales, dosificada con presión a las bombas de hilatura, filtrada de nuevo y extruida a través de las hileras.
HILATURA EN SECO
En la hilatura en seco los bloques de hilatura con las correspondientes bombas medidoras, equipo de f filtración e hileras están situados en la cumbre o nivel superior de la cámara de hilatura. Inmediatamente debajo de cada hilera, una corriente de aire procedente de un jet circular incide sobre los filamentos en fase de formación. En el interior de los tubos o cámaras de hilatura, cuya longitud es unos 6 m, la mayor proporción de disolvente es evaporado y arrastrado por la corriente de aire caliente. En las proximidades de la base de la célula se recoge el aire saturado con vapor disolvente y se envía al equipo de condensación. El haz de filamentos es recogido en la base del tubo mediante una guía-hilos de cerámica.
Sobre este incide agua fría que al entrar en contacto con el cable de hilatura lo enfría y detiene la evaporación. Con este tratamiento acuoso se inicia también la eliminación del disolvente residual de los filamentos casi solidificados y las aguas de lavado se envían a la planta de recuperación del disolvente.
Después de abandonar la célula de hilatura se aplica un acabado a base de una emulsi6n de ensimaje antes de que el haz de filamentos sea recogido por guías conducidas y enviado a un bote alimentador.
A causa de las altas temperaturas necesarias (230-2600C); para la evaporación del disolvente y la formación del filamento, la hilatura en seco obliga a adoptar precauciones especiales contra la explosión y penetración de vapores tóxicos en las áreas de trabajo.
HILATURA EN HÚMEDO
Los equipos de hilatura tipo balsa o piscina son actualmente los casi exclusivamente utilizados en la hilatura en húmedo. La solución de hilatura procedente de las bombas de hilatura y filtros individuales es extruida a través de las hileras, las cuales están distribuidas y sumergidas en el baño de coagulación por debajo del nivel del líquido. La solución de hilatura contiene del 10 al 30 % de polímero y el baño de coagulación consiste en una disolución del disolvente de hilatura y su temperatura depende de la naturaleza o tipo de disolvente y oscila entre -5 y 450C.
A la salida del baño, los cables pasan por una serie de guías comunes después de ser acompañados por los rodillos guía medio sumergidos.
Las variables más importantes de un proceso de hilatura en húmedo corresponden al disolvente y coagulante elegidos, y a las condiciones en que tiene lugar la coagulación. Para facilitar la recuperación del disolvente, el baño de coagulación suele consistir en una soluci6n acuosa del mismo disolvente empleado para preparar él dope.
Entre los productos utilizados se pueden citar los siguientes: agua, alcoholes, soluciones acuosas salinas, kerosene y xilenos.
La temperatura del baño de coagulación influye mucho en la calidad del producto obtenido. A este respecto, se ha observado que cuando la temperatura del baño se mantiene entre -15 y + 10 0C la extrusión del dope en una solución acuosa de tiocianato conduce a geles claros y tenaces, y que, después de convertidos en filamento, pueden ser estirados para aumentar la resistencia a la tracción y el trabajo de rotura del filamento. Cuando la temperatura es superior a + 1O oC, los geles precipitados son opacos, poco tenaces y no se prestan a una posterior orientación.
Una alta densidad inicial de la fibra y una estructura interna más homogénea permiten:
Obtener resistencias más altas con menores estirajes.
Mayores alargamiento para un nivel de estiraje determinado.
Valores más altos de la resistencia y del módulo máximo para altas razones de estiraje.
Mejora del comportamiento a la fatiga y a la abrasión.
El no cumplimiento de las condiciones óptimas de la coagulación puede ocasionar problemas y conducir a fibras con un aspecto áspero y poroso, a veces, de color blanco lechoso. El motivo puede ser una velocidad de coagulación demasiado alta o demasiado baja, ya que en ambos casos se dificulta la formación de una adecuada estructura de la fibra.
Tratamientos posteriores
La materia que resulta tanto de la hilatura en seco con hilatura en húmedo contiene cierta cantidad de disolvente (~l0%) que debe eliminarse en la operación de lavado antes de proceder al estiraje.
La eliminación del disolvente residual se inicia en la etapa de preestiraje que tiene como misión comunicar a los filamentos una consistencia que permita el lavado en buenas condiciones. La temperatura del baño depende del disolvente.
La operación de estiraje se aplica tanto en la hilatura en húmedo como en la hilatura en seco y tiene siempre por objeto orientar las cadenas macromoleculares en la dirección del eje de la fibra. El estiraje del cable debe realizarse cuidadosamente para evitar roturas, por esta razón se aplica en varias etapas y en húmedo. El valor aplicado en cada caso depende de la composición química, de las etapas previas del proceso y de las propiedades finales deseadas para la fibra. El estiraje final se puede aplicar a temperaturas altas con vapor, agua a ebullición o con calor seco.
A la etapa de estiraje le sigue el secado en condiciones tales que tiene lugar la desaparición, por colapsamiento, de los huecos o cavidades que resultan de la eliminación del agua que en la operación de lavado pasa a sustituir al disolvente. De este modo se puede preparar un filamento uniforme. Esta etapa se puede realizar, en condiciones controladas de tensión, en calandras calentadas con vapor cuya temperatura superficial oscila entre 130 y 160oC. Este método de calentamiento por contacto directo es el más económico y produce adicionalmente un planchado que aumenta el brillo y lustre de la fibra. Para obtener fibras con aspecto mate se han diseñado secadores tipo tambor que actúan por succión.
Otra etapa fundamental consiste en un fijado con vapor para conseguir un grado de relajación que permita minimizar el encogimiento de la fibra.
El proceso de fabricación comprende también las etapas de rizado, acabado, cortado, apertura y embalado. La localización y el número de estas etapas en el proceso dependen del uso final, de la forma de presentación de la materia textil y de la productora.
La voluminización o rizado se realiza en rizadores mecánicos del tipo de cámara de embutición o empaquetado (stuffinq-box). La mayor parte de productores de fibras acrílicas prefieren continuar rizando los cables en cámaras rizadoras separadas.
En el ensimaje se adicionan a la fibra, por inmersión o por pulverización, productos lubricantes y antiestáticos para facilitar las operaciones posteriores.
Estructura y morfología
ESTRUCTURA
La estructura de los polímeros de acrilonitrilo ha sido objeto de muchos estudios y decisiones, sobre todo en lo referente al tipo y grado de orden de los polímeros y fibras resultantes.
La gran insolubilidad de Poliacrilonitrilo y su resistencia al hinchameiento en disolventes orgánicos fueron atribuidos a la existencia de puentes de hidrogeno y al alto grado de cristalinidad del homopolímero.
Actualmente, se considera que el Poliacrilonitrilo es un polímero altamente ordenado con apreciables fuerzas electrostáticas entre los dipolos de los grupos nitrilo vecinos de la misma molécula. También se estima que esta interacción intramolecular de naturaleza repulsiva y que dificulta la rotación de los enlaces, lo que supone un aumento de la rigidez de la molécula polimérica. Por esta razón, la fusión o la disolución no ocasionan variaciones importantes en la entropía, lo que explica el alto punto de fusión del Poliacrilonitrilo y su insolubilidad en los disolventes corrientes.
Por otra parte, los polímeros como las fibras presentan un tipo de ordenación cristalina que se extiende lateralmente de una cadena molecular a otra, pero con poco o ningún orden a lo largo del eje de la cadena.
Temperatura de transición vítrea
Las dificultades para teñir los homopolímeros de acrilonitrilo obligaron a abandonar su empleo como materia prima para la fabricación de fibras. Estas dificultades se han relacionado con las altas temperaturas de transición vítrea, del orden de 105°C, por debajo de la cual la estructura de la fibra no presenta la suficiente apertura y movilidad para permitir la difusión de los colorantes.
La copolimeración del acrilonitrilo con monómeros adecuados rebaja la temperatura de transición vítrea. La composición cualitativa y cuantitativa del copolímero se elige dé modo que pase a valores de 90 – 95°C en aire y de 55 – 60°C en medio acuoso, para que se pueda teñir con colorantes dispersos y básicos a temperaturas próximas a la de ebullición del agua en un equipo convencional.
Conviene tener en cuenta que, al alcanzar la temperatura de transición vítrea, las propiedades de las fibras acrílicas experimentan cambios más bruscos que las poliamidas y los poliésteres. Se debe a que el cambio de propiedades es tanto mas acusado cuanto menos ordenada es la estructura de la fibra, ya que el aumento de movilidad que por encima de la tangente se produce en las regiones masa desordenadas pueden repercutir en la estabilidad de las regiones vecinas más ordenadas. Como ejemplos de los comportamientos de las fibras acrílicas se pueden citar:
La disminución del modulo inicial que en medio acuoso se producen a uno 50 – 55°C, de modo que las fibras se deforma considerablemente cuando se la someten a pequeños esfuerzo de tracción a las temperaturas de tintura o acabado (hidrotermoplasticidad).
La gran influencia que en la absorción de colorantes provoca deferencia de temperatura de 1 – 2°C.
La temperatura de lavados es casi siempre inferior a la de transición vítrea, la estructura polimérica en estas condiciones no permite que los colorantes se pueden difundir fácilmente hacia el exterior. Esta propiedad se debe en buena medida La excelente solidez al lavado de las tinturas de las fibras acrílicas y idoneidad de estas para fabricar prendas que deben ser frecuentemente lavadas.
La influencia de diversos disolventes y agentes plastificantes sobre la temperatura de transición vítrea de filamentos de Acrilan. Para ello se mide las variaciones de longitud que se presentan al someterlos a temperaturas comprendidas entre 20 y 95°C en una columna de vidrio de doble pared que contiene la solución correspondiente.
En la tabla puede observarse la acción plastificante de diversos medios líquidos sobre la estructura de la fibra.
Temperatura de transición vítrea del Acrilan en diversos medios | ||||||||
Medio | Tg °C | Medio | Tg °C | |||||
Aire | 92 | Fenol (30 g/l) | 25 | |||||
Agua | 57 | Alcohol Bencílico | 58.5 | |||||
Dimetilfomamida (10 g/l) | 53 | n-propanol | 91 | |||||
Fenol (10 g/l) | 46 | n-butanol | 91 | |||||
Fenol (20 g/l) | 35 | Percloroetileno | 90 | |||||
Variando el sustrato y permaneciendo constante el medio liquido en el que se miden las variaciones de longitud, puede conocerse la diferente respuesta de las diferentes fibras acrílicas del mercado a los tratamientos hidrotérmicos, lo que puede ayudar a explicar diferencias en diversos aspectos de su comportamiento.
Estado metastable
La estructura de las fibras acrílicas permite que puedan almacenar y retener indefinidamente a temperatura ambiente un encogimiento latente o potencial. Esta característica ha sido aprovechada con gran eficiencia en el proceso de preparación de hilos de alta voluminosidad.
Las fibras acrílicas se comportan como si su estructura correspondiese a una mezcla de regiones razonablemente bien ordenadas y de regiones amorfas menos ordenadas. La orientación o el termofijado de las fibras acrílicas no producen un gran aumento de la ordenación (o cristalinidad). Por esta razón, las fibras acrílicas son más difíciles de termofijar.
Las fibras acrílicas se comportan de un modo muy similar, con la ventaja de que la mayor perfección de sus zonas ordenadas permite aprovechar esta propiedad en el proceso de preparación de hilos de alta voluminosidad, ya que la fibra no tiende a encogerse más allá de lo preestablecido por el productor de la fibra antes de desarrollar la voluminosidad.
Conviene indicar que la capacidad o memoria de encogimiento puede perderse cuando un estiraje excesivo a temperaturas demasiado altas, o un tratamiento térmico o templado a longitud constante, producen un flujo plástico excesivo. Precisamente, éstas son las condiciones adecuadas en la práctica industrial para obtener fibras de altos módulos (alta resistencia, menor elongación). Sin embargo, la repercusión más importante en la industria consiste en que las irregularidades de la estructura molecular debidas variaciones del estiraje y de la temperatura conducen a diferencias en la velocidad de tintura y en el nivel de absorción de colorante.
HUECOS O CAVIDADES
Otros aspectos de la estructura de las fibras acrílica son los que se refieren a su porosidad y a la existencia de huecos o cavidades en la masa de la fibra. Estos huecos controlan la velocidad de difusión de los colorantes y en muchas fibras el agotamiento en el equilibrio. Su número y tamaño dependen del método de hilatura. En términos generales puede decirse que la hilatura en seco produce menos huecos que la hilatura en húmedo, y la hilatura en baños acuosos más que cuando se emplean disolventes orgánicos.
La temperatura de tratamiento de la fibra, tanto en estado seco como en estado húmedo, durante el proceso de hilatura influye considerablemente en su microestructura. La etapa de relajación parece ser que es la de mayor importancia por su gran incidencia en un buen número de propiedades de la fibra.
POROSIDAD
La porosidad de las fibras acrílicas experimenta cambios en las etapas del proceso de transformación en las que intervienen la tensión y los tratamientos térmicos.
Página siguiente  |