Estudio de ingeniería de métodos, empresa rociadores industriales Rica C.A.

INTRODUCCIÓN El Estudio de Métodos o
Ingeniería de Métodos es una de las más
importantes técnicas del Estudio del Trabajo, que se basa
en el registro y examen crítico sistemático de la
metodología existente y proyectada utilizada para llevar a
cabo un trabajo u operación. El objetivo fundamental del
Estudio de Métodos es el aplicar métodos más
sencillos y eficientes para de esta manera aumentar la
productividad de cualquier sistema productivo.

En los últimos años, el control de gestión
en las organizaciones ha ido incrementándose gradualmente,
esto se debe, a que cada vez, son más las exigencias del
entorno y los cambios continuos que se producen. Los cuales,
obligan a los empresarios de hoy a buscar la
implementación de nuevas herramientas de gestión
que le permitan la adaptación de la empresa a la
variabilidad del entorno. INTRODUCCIÓN

INTRODUCCIÓN

Capítulo I El Problema: Donde se explica la
problemática existente, se formulan los objetivos y la
justificación de la investigación.
Capítulo II Generalidades de la Empresa: En él se
presenta una breve descripción de la empresa, así
como Reseña Histórica de la Empresa, Misión,
Visión, Valores de la Empresa, Estructura Organizativa,
Descripción del área de Trabajo, Descripción
del Trabajo Elegido Capítulo III Marco
Teórico: Contiene los aspectos teóricos utilizados
como herramienta y base del estudio realizado.
Capítulo IV Marco Metodológico: Se describe la
metodología detallando el tipo de investigación,
Diseño de la Investigación, Población y
Muestra, y las Técnicas e Instrumentos de
Recolección de datos así como el Procedimiento
Metodológico utilizado. Capítulo V
Situación Actual: Incluye la descripción de la
situación actual evidenciada mediante la
observación directa. Capítulo VI
Situación Propuesta: En la cual se describen y presentan
los aportes desarrollados por el investigador.
Capítulo VII Estudio de Tiempo: El cual presenta los
cálculos del tamaño de la muestra,
evaluación del operario, cálculo del Tiempo Normal,
asignación de Tolerancias, cálculo del Tiempo
Estándar.

LA EMPRESA Rociadores Industriales RICA, C.A., es una Empresa
constituida en Ciudad Guayana el 01 de Diciembre de 1982, como
una Empresa Venezolana de Capital Privado con el objeto de dar
respuesta efectiva a las Empresas que constituyen el Parque
Industrial del Estado Bolívar y otras Zonas del
País. RICA, se encuentra ubicada en el Parque Industrial
ASOPEMIA, Zona Industrial Unare II, Sector I, Galpón
Nº 4, Parcela Nº 4, contando con amplios espacios para
el taller de manufactura, moldeado, soldadura, control de
calidad, banco de pruebas, almacén, recepción y
despacho, comedor, área de recreación, servicios y
oficinas administrativas.

LA EMPRESA RICA, es una empresa del sector privado, destinada a
la fabricación de Aspersores, Toberas y al mantenimiento
de válvulas y Bombas, para satisfacer las necesidades de
los sectores agroindustriales, petróleo y acueductos en el
ámbito regional, nacional e internacional, con personal
altamente capacitado y cumpliendo con calidad requerida por el
cliente, para garantizar su crecimiento y rentabilidad. RICA
será una empresa exitosa, con un Recurso humano altamente
satisfecho, participando en un proceso productivo con
tecnología de punta, llegando a través de alianzas
estratégicas a la comercialización de sus
productos, alrededor del mundo.

LA EMPRESA Calidad: En RICA rociamos calidad para la vida.
Recursos Humanos: Es la base del desarrollo de la empresa. Etica:
Honestidad, confianza y transparencia son nuestros principios
básicos. Imagen: Contribución al desarrollo y
bienestar de todos, es nuestra meta. Seguridad y
Satisfacción: La seguridad en RICA representa la
prevención, la protección t el bienestar integral
de todo su personal y planta física.

ESTRUCTURA ORGANIZACIONAL LA EMPRESA

DESCRIPCIÓN DEL ÁREA DE TRABAJO LA EMPRESA 1.
Recepción 2. Oficina de Compras. 3. Oficina de
administración. 4. Oficina de Gerente de Compras y
Cobranza. 5. Oficina de Gerente Administrativo. 6. Oficina de
Presidencia. 7. Pasillo. 8. Oficina de Jefe de Taller y
Producción. 9. Torno. 10. Taladro de Pedestal. 11. Duchas.
12. Baños. 13. Fresadora Universal. 14. Rectificadora. 15.
Sierra Alternativa. 16. Compresor de aire. 17. Maquina de
Soldadura y Oxicorte. 18. Inyectora de Plástico


DESCRIPCIÓN DEL TRABAJO ELEGIDO LA EMPRESA El proceso que
analizaremos en este trabajo será el de la
fabricación de Tubetes de polietileno de alta densidad, de
146mm de longitud por 44mm de diámetro mayor y 18mm y
Portatubetes con capacidad de 88 Tubetes, hecha de polietileno.
Matriz de 8 filas por 11 columnas, con asas o agarraderas para su
manejo y traslado. Medidas: 170 x 410 x 560 mm.


DEBIDO A ESTOS PROBLEMAS PRESENTADOS EN RICA C.A SE
DECIDIÓ REALIZAR LA OBSERVACION EN EL ÁREA DE
PRODUCCIÓN DE TUBETES Y BANDEJAS PORTATUBETES PARA
PROPONER UN MÉTODO DE TRABAJO MAS EFICIENTE, APLICANDO LAS
HERRAMIENTAS DEL ESTUDIO DE MOVIMIENTO Y TIEMPO.

Analizar y describir el proceso elaboración de Tubetes y
bandejas Portatubetes de polietileno de alta densidad en la
empresa Rociadores Industriales RICA C.A, a través de la
realización de un estudio de movimientos y estudio de
tiempos como herramientas básicas de la Ingeniería
de Métodos, con el fin de proponer un nuevo método
de trabajo que permita optimizar el proceso.



(Gp:) 16 (Gp:) Calcular y normalizar el tiempo estándar
del servicio.

Aplicativo Empleando las técnicas del estudio de
métodos, como análisis operacional y estudio de
tiempo

POBLACIÓN MUESTRA

(Gp:) Técnicas e instrumentos de recolección de
datos

(Gp:) RECURSOS RECURSOS FÍSICOS Libretas y lápices
Metro Grabadora Cámara Cuestionarios Cronometro
Calculadora Formatos Tablas RECURSOS HUMANOS Entrevistas no
estructuradas Observación directa Bibliografías
Consultas en la web Operador de los equipos Jefe de la empresa
RICA

(Gp:) PROCEDIMIENTO METODOLÓGICO Para el estudio de
movimientos: En la primera visita se entrevistó al
dirigente de RICA C.A, se observó detenidamente todos los
procesos, las instalaciones y se tomaron fotos de las
maquinarias. Se tomó la decisión de enfocar el
desarrollo de la investigación en el proceso de
Transformación de plástico por inyección.
Determinación de las medidas de la empresa. Se
describió el método actual de trabajo del proceso
de fabricación de Tubetes y bandejas Portatubetes Luego de
haber obtenido La información detallada, se realizó
diagrama de proceso haciéndole seguimiento al material , y
el Diagrama de flujo.

Para emplear la técnica de análisis operacional: Se
realizó la delimitación del estudio. Se
diseñó una entrevista orientada a recopilar
información. Se observó directamente cada una de
las actividades desempeñadas en RICA C.A. Se
planteó la definición y formulación del
problema con el fin de precisar el problema y plantear las
posibles mejoras. Realización del análisis de la
información recabada con el fin de desarrollar las
recomendaciones en busca de la optimización del proceso.
Se realizó el diagrama de operaciones y el diagrama de
flujo Se desarrollaron las posibles oportunidades de mejoras.
(Gp:) PROCEDIMIENTO METODOLÓGICO

Para llevar a cabo el estudio de tiempo: Visita a la empresa
Rociadores Industriales RICA C.A, para observar de forma directa
el trabajo que realiza el operario. Toma de tiempos de cada una
las operaciones. Registrar los tiempos tomados. Se calculó
el tiempo promedio. Suponer el coeficiente de confianza. Hallar
el intervalo de confianza. Calcular el Intervalo de la Muestra y
comparar con el Intervalo de confianza. Calificar al operario
para hallar el CV. Calcular el Tiempo Normal. Asignar tolerancias
(fatiga y necesidades personales). Normalizar las tolerancias.
Calcular el Tiempo Estándar. (Gp:) PROCEDIMIENTO
METODOLÓGICO

Situación actual Método actual de trabajo Proceso
de fabricación de Tubetes
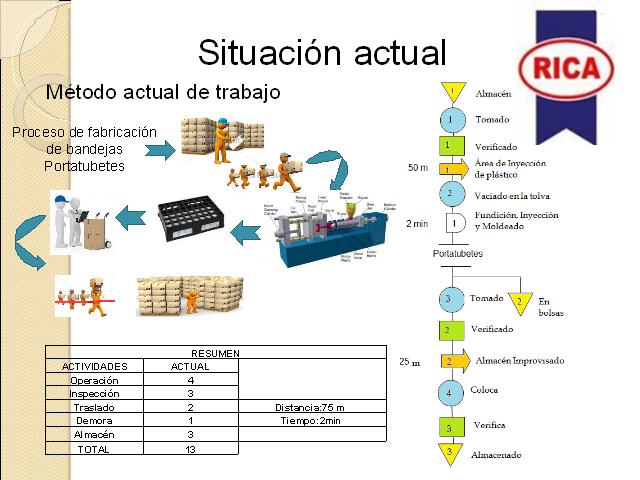
Situación actual Método actual de trabajo Proceso
de fabricación de bandejas Portatubetes

Situación actual Diagrama de flujo recorrido actual para
fabricación de Tubetes y bandejas Portatubetes de
polietileno de alta densidad.

Situación actual Análisis Operacional:
Técnicas de interrogatorio Propósito Lugar Persona
medios ¿QUÉ SE HACE? R: La materia prima se
almacena en un lugar lejano a las máquinas por paleta y al
momento que se quiera utilizar se cargan por sacos hasta un lugar
cercano a la máquina. ¿POR QUÉ SE HACE? R:
Porque no hay un almacén de materia prima que se encuentre
cercano a las máquinas ¿¿QUÉ
DEBERÍA HACERSE? R: Se deberían asignar un
almacén cercano a la máquina de inyección
¿DÓNDE SE HACE? R: La materia prima se almacena en
lugares lejanos a las maquinas, y luego se colocan un poca
más cerca. ¿POR QUÉ SE HACE ALLÍ? R:
Porque es el único lugar disponible que tiene la empresa.
¿EN QUÉ OTRO LUGAR PODRÍA HACERSE? R: En el
almacén de la empresa. ¿QUIÉN LO HACE? R: El
operador del área de transformación de
plástico. ¿POR QUÉ LO HACE ESA PERSONA? R:
Porque fue asignado a esa área según su
instrucción. ¿CÓMO SE HACE? R: Cargando los
sacos de Polietileno de alta densidad a mano hasta el área
de transformación de plástico y de la misma manera
el producto terminado (Tubetes y Portatubetes). ¿POR
QUÉ SE HACE DE ESE MODO? R: Porque no vieron necesarios la
implementación de otros métodos dentro de la
empresa. ¿DE QUÉ OTRA MODO PODRÍA HACERSE?
R: Transportándolos por medio de carretillas o
montacargas. ¿CÓMO DEBERÍA HACERSE? R: Por
lo menos con caretillas para que facilite el trabajo.

Situación actual Análisis Operacional: Preguntas de
la OIT Disposición de trabajos: ¿Facilita la
disposición de la fábrica la eficaz
manipulación de los materiales? R: No. ¿Permite la
disposición de la fábrica un mantenimiento eficaz?
R: Sí. Aunque en ocasiones de mucha demanda se queda corto
de espacio. ¿Están los materiales bien situados en
el lugar de trabajo? R: No porque a veces se selecciona lugares
al azar lejos de la máquina ¿Existen superficies
adecuadas de trabajo para las operaciones secundarias, como la
inspección y el desbarbado? R: No porque una vez que el
producto salga de la maquina la inspección se realiza en
el mismo lugar que lo expulsa en el suelo Manipula
de materiales: ¿Se invierte mucho tiempo en llevar y traer
el material del puesto de trabajo en proporción con el
tiempo invertido en manipulación de dicho puesto? R:
Si, ya que el material se encuentra en un lugar lejano a la
máquina ¿Debería utilizarse
carretillas de mano, eléctricas o elevadoras de horquilla,
o transportadores o conductos? R: Si, ya que se podría
transportar el material rápidamente
¿Debería idearse plataformas, bandejas,
contenedores o paletas especiales para manipular el material con
facilidad y sin daños? R: Si, ya que
permitiría que se almacenara mayor cantidad de material en
el mismo espacio ¿En qué lugar de la zona de
trabajo deberían colocarse los materiales que llegan o que
salen? R: En un almacén de materiales y de productos.
¿La materia prima que llega se podría
descargar en el primer puesto de trabajo para evitar la doble
manipulación? R: Si, de hecho en algunos casos se
hace de esa manera, pero no se puede descargar todo la materia
prima que llega en el puesto de trabajo, ya que es mucha
cantidad. Entonces, solo se coloca una pequeña
porción de lo que llega cerca a las máquinas y lo
demás se lleva al lugar disponible que está lejano
a las maquinas

Situación actual Análisis Operacional: Enfoques
primarios

Situación actual Análisis Operacional: Enfoques
primarios

Situación actual Tiempo estándar: Para efectos del
estudio de tiempo estándar al proceso de
transformación de plástico por inyección en
la empresa Rociadores Industriales RICA C.A. se tomaron los
tiempos en el que el operador perfecciona y apila las bandejas
Portatubetes, los cuales arrojaron los siguientes resultados de
tiempos tomados por el método de cronometraje en vuelta a
cero:

Situación actual Tiempo estándar: A
continuación se presentan los procedimientos de
cálculo para en tiempo estándar de la
operación mencionada: 1- Determinación del
coeficiente de confianza (c) 2- Calcular la desviación
estándar (muestra)

Situación actual Tiempo estándar:
3-Determinación del intervalo de confianza (I) Para
encontrar tc aplicamos el método de t student:

Situación actual Tiempo estándar: 4-Determinar el
intervalo de la muestra 5- Realizar el criterio de
decisión Se acepta , por tanto las lecturas tomadas son
factibles para realizar el estudio

Situación actual Tiempo estándar: 6- Cálculo
del tiempo estándar

Situación actual Tiempo estándar:

Situación actual Tiempo estándar:

Situación actual Tiempo estándar: Obteniendo los
siguientes datos de la tabla de concesiones

ESTA PRESENTACIÓN CONTIENE MAS DIAPOSITIVAS DISPONIBLES EN
LA VERSIÓN DE DESCARGA