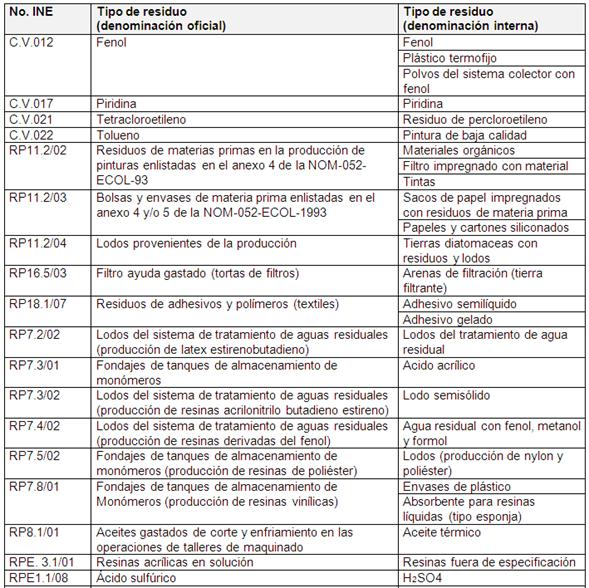


Tabla 4.26. Clasificación de los residuos
generados en el subgiro "Resinas, adhesivos y plásticos"
que cumplen un criterio CRETIB

* Punto 5.6: La mezcla de un residuos peligroso conforme
a esta norma con un residuo no peligroso será considerada
un residuo peligroso
** Código CRETIB
C: Corrosivo T: Tóxico
R: Reactivo I: Inflamable
E: Explosivo B: Biológico infeccioso
Tabla 4.27. Residuos del subgiro "Resinas, adhesivos
y plásticos", clasificados como peligrosos de acuerdo con
la legislación alemana, pero no de acuerdo con la
legislación mexicana
Código | Tipo de residuo (denominación interna) |
(T) | Terfenil |
(T) | Trietilenglicol |
– | Materia prima dañada y cascajo |
(I) | Producto terminado dañado más |
(T) | Lámparas fluorescentes |
(T) | Ortoclorofenol |
(T) | Sales de nitrato y nitrito |
Aceites, grasas y solventes
De acuerdo a la información obtenida del
área de estudio, los aceites, las grasas y los solventes
se elaboran generalmente en empresas pequeñas o medianas
con un número de empleados entre 15 y 200. La
elaboración de estos productos a partir de las sustancias
utilizadas, se realiza en mezcladoras a temperatura ambiente o a
temperaturas mayores. Por regla general, los procesos de
producción se llevan a cabo a presión
atmosférica. El tamaño de las mezcladoras va desde
pocos litros hasta varios metros cúbicos.
Productos
Los productos principales de este subgiro
son:
1. Aceites y grasas para
lubricación2. Líquidos refrigerantes y
líquidos de frenos para la industria
automotriz3. Compuestos de resinas y ceras
4. Productos para talabartería, tintas,
pinturas5. Mezclas de solventes
Los aceites lubricantes se utilizan para reducir
la fricción de partes rodantes o deslizantes. Los
destilados y los refinados de ciertas fracciones del
petróleo crudo son componentes básicos de los
principales lubricantes. Los hidrocarburos naturales por
sí solos ya no son capaces de cumplir los requerimientos
de las técnicas modernas de lubricación. Por lo
tanto, a estas fracciones de petróleo crudo se adicionan
aditivos con el fin de mejorar su resistencia a la
oxidación, al desgaste o a la corrosión,
además de los efectos de altas temperaturas, o para dar a
los lubricantes, por ejemplo, características
dispersantes. Estos aditivos pueden ser: compuestos de
fósforo y azufre, derivados de fenol, desactivadores de
metales como poliolefinas, polialquilestiroles, sulfonatos,
fenolatos, tiofosfonatos o carbamatos.
En caso de especificaciones muy estrictas, se utilizan
también lubricantes sintéticos con los aditivos
correspondientes, entre otros, los polialquilglicoles, los
aceites esteáricos y los aceites de
silicón.
Debido a su menor impacto ambiental, en los
últimos años han ido cobrando mayor importancia los
aceites vegetales, por ejemplo, de colza o jojoba.
Las grasas lubricantes son dispersiones
sólidas o semisólidas de un espesante en un
lubricante líquido, las cuales al separar lentamente el
aceite, desprenden la suficiente cantidad de un lubricante
líquido para reducir por ejemplo la fricción y el
desgaste en caso de almacenamiento durante períodos largos
a un amplio rango de temperaturas. Además de los aceites y
aditivos, las grasas contienen jabones metálicos que se
elaboran a partir de hidróxidos de aluminio, de litio, de
sodio y calcio y de grasas y aceites, a temperaturas elevadas.
Además de los lubricantes endurecidos con jabón que
se utilizan con mayor frecuencia, también se usan grasas
lubricantes sintéticas.
Los lubricantes sólidos se depositan
durante la fricción sobre la superficie trabajada y la
modifican al constituir, por vía química o
física, capas de separación que influyen en la
lubricación de manera que no se den sobre las superficies
deslizantes las microsoldaduras que causan el desgaste. Los
lubricantes sólidos están elaborados principalmente
de grafito o sulfuro de molibdeno con diferentes sustancias o de
capas de cloruro, de sulfuro o de fosfato. Estos lubricantes
sólidos pueden elaborarse en forma de polvo, de
suspensión, de pasta o laca lubricante.
En el proceso de manufactura de metales, el aceite
refrigerante sirve para el enfriamiento de la maquinaria y de
la pieza que se está trabajando, para la
lubricación reduciendo las fuerzas de desgaste y de corte,
así como para limpiar la pieza de trabajo. Se diferencian
dos tipos de aceite refrigerante.
El aceite refrigerante insoluble (no se mezcla
con el agua) es una combinación de diferentes aceites
minerales que para mejorar sus propiedades de aplicación,
contienen aditivos de protección contra desgaste,
antioxidantes, antiespumantes, así como antineblinas. El
aceite refrigerante soluble en su forma concentrada posee
un alto contenido de aceite mineral y además contiene
agentes emulsificantes, sustancias de alta presión,
inhibidores de la corrosión, solventes, antiespumantes,
antioxidantes, estabilizadores y biocidas. Para la
aplicación, el concentrado se mezcla con agua de 4 – 8
%.
Los lubricantes anticongelantes se utilizan
principalmente en invierno para vehículos automotores
enfriados con agua. Consisten principalmente de líquidos
orgánicos pesados, difícilmente inflamables y
solubles en agua, por ejemplo, glicoles de etileno. Para reducir
la corrosión se adicionan con frecuencia
fosfatos.
Los líquidos para frenos sirven para
transmitir la presión en sistemas hidráulicos de
frenado y deben ser resistentes al frío, al calor, al
envejecimiento y a la oxidación. Contienen glicoles,
éteres de glicoles o polialcaliglicoles, así como
diferentes aditivos.
Los productos para el cuidado del cuero consisten
de grasas naturales de origen animal o de aceites vegetales. Como
emulsiones para regular la consistencia se utilizan aceites
minerales y sintéticos. Para lograr la distribución
uniforme, con frecuencia se les agregan solventes
orgánicos a estos productos, como por ejemplo:
ésteres, cetonas y alcoholes. Los productos para
teñir el cuero contienen colorantes metálicos
complejos, colorantes bases y colorantes reactivos.
Las mezclas de solventes son sustancias
líquidas o mezclas de sustancias líquidas que
facilitan el ingreso de otras sustancias por vías
físicas a la solución. En el caso de los solventes
orgánicos, se dividen en cuatro grupos
principales:
? Los solventes polares mezclables con agua
son, por ejemplo, diferentes alcoholes monohídricos o
polihídricos.? Los solventes polares solubles en agua son,
por ejemplo, las cetonas y el éter.? Los solventes no polares son, por ejemplo,
las fracciones de hidrocarburos obtenidas a partir del
petróleo.? Las mezclas de solventes se elaboran a partir
de producto nuevo o de redestilados, dependiendo de los
requerimientos del cliente y del objetivo de
aplicación.
Reacciones y procesos seleccionados
Para la fabricación de aceites lubricantes
se bombean fracciones de aceite virgen a las mezcladoras, se
calientan y se mezclan con aditivos sólidos o
líquidos. Después de su análisis y
aprobación en el laboratorio, el aceite lubricante se
bombea a los depósitos de almacenamiento y se vacía
a continuación en los envases para su venta (botes o
latas, bidones o tambos).
Los aditivos para aceites lubricantes y grasas
lubricantes se elaboran en reactores mezclando y calentando
los productos iniciales. Las sustancias de bajo punto de
ebullición que se eliminan se condensan y se regresan al
recipiente de reacción. El agua destilada obtenida de
diferentes reacciones se conduce a la planta de tratamiento de
aguas residuales. Después de realizar las operaciones
correspondientes se filtran los productos, los lodos que se
obtienen con la filtración se procesan o se filtran,
dependiendo de las sustancias que contienen.
Los lubricantes anticongelantes y los líquidos
para frenos se mezclan de manera correspondiente a partir de
concentrados orgánicos y aditivos según las
especificaciones. Debido a que se trata aquí de procesos
únicamente de mezclado, sin reacciones químicas, no
se generan residuos. Solamente se generan residuos durante la
limpieza de las instalaciones, siempre y cuando no se elabore
siempre el mismo producto.
Los pegamentos se elaboran mezclando cauchos
sintéticos con resinas y solventes. El tamaño de
las mezcladoras va desde 600 hasta 1200 litros. Después de
mezclarse, el producto se envasa directamente en tambos. La
limpieza de las instalaciones se realiza con toluol, mismo que se
utiliza en la carga siguiente como solvente.
Las pinturas se elaboran en lotes pequeños
a partir de diferentes sustancias químicas. En primer
lugar se trituran los pigmentos y los aglutinantes agregando
pequeñas cantidades de solvente. Una vez que los pigmentos
y los aglutinantes hayan formado una pasta homogénea, se
ajusta la viscosidad agregando más solventes. El
área de producción está equipada con un
sistema de extracción y purificación de aire. Las
instalaciones se limpian con una mezcla de agua y metanol. Esta
solución residual de limpieza se reutiliza como componente
en la elaboración de pintura de color negro.
Los productos para el cuidado del cuero se
elaboran mezclando las sustancias iniciales (grasas naturales,
aceites minerales y sintéticos y solventes) a una
temperatura aproximada de 120?C. El envasado en latas que
generalmente son cerradas y rotuladas por la misma empresa, se
hace de 50 a 70?C. Los vapores de aceite que se generan son
aspirados y eliminados a través de un sistema de
inyectores. El agua de la separación de la neblina se
regresa al sistema. Las instalaciones para la rotulación
de las latas de productos para el cuidado del cuero se limpian
con la mezcla de solvente.
Los solventes empleados en la elaboración de las
diferentes mezclas de solventes se suministran en tambos
y/o en auto-tanques, se pesan y se toman muestras para analizar
en el laboratorio. En mezcladoras de dimensiones lo
suficientemente grandes se realizan las diferentes combinaciones
conforme a las especificaciones del cliente. En los procesos de
mezclado se obtienen de los azeotrópicos, residuos de
solventes con contenido de agua, mismos que son enviado a
tratamiento (destilación). Además se generan aguas
residuales que se generan durante la limpieza de los tambos; el
lodo que se genera del tratamiento se separa con ayuda de filtros
de grava.
Residuos generados
- Áreas de generación de
residuos
A continuación se enlistan los residuos generados
en las industrias visitadas del subgiro aceites, grasas y
solventes de acuerdo al proceso o área donde se generan.
Esta clasificación muestra los residuos típicos en
cada área y puede servir como aproximación para
calcular los costos de disposición para los distintos
residuos por área.
Los diagramas de flujo facilitan la comprensión
de la forma en que se relacionan entre sí las distintas
etapas que componen un proceso. Un diagrama de flujo es un
herramienta útil a la hora de analizar todo el proceso
productivo y sus principales características. A
través del diagrama de flujo de los diferentes procesos
unitarios, se identificaron las áreas de generación
de los residuos tanto peligrosos como no peligrosos.
También son importantes para identificar las oportunidades
de minimización y manejo adecuado de las materias y
residuos generados.
Los residuos listados en las siguientes tablas se
refieren a la denominación interna, es decir, al nombre en
como son clasificados dentro de las empresas
generadoras.
Tabla 4.31. Residuos generados en el almacén
de materias primas
? Empaques y embalajes usados en el manejo de ? Sacos de materia prima de polietileno y |
Tabla 4.32. Residuos generados en la
producción
? Aceite lubricante gastado, aceite gastado ? Estopas sucias con aceite y grasas ? Grasa y aceite gastado ? Solventes gastados no halogenados, cresoles, ? Tolueno, isobutanol, benceno, y los sedimentos |
Tabla 4.33. Residuos generados en el tratamiento de
aguas residuales
? Arenas de filtración (tierra |
- Clasificación oficial de los
residuos
Para la declaración de un residuo en el marco de
la autorización y de la clasificación para su
gestión dada por la autoridad competente, es importante
que se clasifique el residuo con el número correcto del
listado mexicano de tipos de residuos peligrosos. La siguiente
lista da un resumen sobre los tipos de residuos en este subgiro,
sus números INE y, en su caso, la denominación
interna en las empresas. Tiene la finalidad de brindar un manejo
más fácil de la clasificación del residuo
para el usuario del presente manual.
Las tablas siguientes resumen los tipos de residuos
más importantes generados en la industria química
en el subgiro de aceites, grasas y solventes,
clasificándolos según las claves de residuos
correspondientes a la NOM-052-ECOL-1993.
Las clasificación se divide en tres tablas. La
primera tabla contiene los residuos listados en los anexos de la
NOM052-ECOL-1993, la segunda contiene los residuos clasificados
como peligrosos según los criterios CRETIB, y la tercera
aquellos residuos que, según la legislación
mexicana, no están especificados como peligrosos, pero que
en la clasificación alemana, de acuerdo con el Reglamento
General para el Manejo de Residuos "TA Abfall", son residuos
tóxicos y peligrosos; además en esta tabla se hace
referencia con la clave CRETIB que les
correspondería.
Tabla 4.34. Clasificación de los residuos
generados en el subgiro "Grasas, aceites y solventes",
según números INE conforme a la
NOM-052-ECOL-1993.
No. INE | Tipo de | Tipo de | |||
C.V.012 | Fenol | Fenol | |||
RP1.1/18 | Residuos de catalizadores agotados | Catalizador usado (Ni, Mo) | |||
RP6.1/01 | Materiales de residual provenientes de la | Lodos con aceite | |||
RP7.1/02 | Lodos de sistemas de tratamiento de aguas | Agua residual mezclada con colorantes, solventes, | |||
RP7.5/05 | Pigmentos residuales | Pigmento sólido | |||
RP8.1/01 | Aceite gastado de corte y enfriamiento en las | Aceite térmico | |||
RP11.2/04 | Lodos provenientes de la | Lodos de sedimentación | |||
RP12.8/01 | Fondos de destilación en la | Residuos de la destilación | |||
RP15.1/01 | Residuos de la producción que contengan | Muestras de retención de materia prima y de | |||
RP17.1/01 | Fondos de la etapa de destilación | Residuos de la destilación | |||
RP17.5/01 | Fondos de destilación (producción de | Residuos de la destilación | |||
RP17.23/03 | Fondos de la etapa de destilación | Residuos de la destilación | |||
RPE2.1/18 | Hidróxido de sodio | NaOH usado | |||
RPNE1.1/01 | Envases y tambos vacíos usados en el manejo | Envases de polipropileno impregnados con | |||
Cartón | |||||
Envases de vidrio con tapa metálica | |||||
RPNE1.1/03 | Aceite lubricante gastado | Aceites de máquinas y turbinas | |||
RPNE1.1/04 | Residuos de bifenilos policlorados o de cualquier | Aceite térmico | |||
Tabla 4.35. Clasificación de los residuos
generados en el subgiro "Grasas, aceites y solventes", que
cumplen con un criterio CRETIB
No. SEDESOL | Clasificación CRETIB** | Tipo de residuo (denominación interna) | |
El correspondiente al contaminante tóxico | T | Agua de condensados con hidrocarburos, grasas y | |
Potasa cáustica | |||
P 01 | C | Potasa cáustica | |
Residuos de laboratorio | |||
P 02 | T, C | Residuos de laboratorio | |
P 04 | I | Estopas y cartón impregnados de grasas y | |
Residuos sólidos de | |||
* Punto 5.6: La mezcla de un residuos peligroso conforme
a esta norma con un residuo no peligroso será considerada
un residuo peligroso
** Código CRETIB
C: Corrosivo T: Tóxico
R: Reactivo I: Inflamable
E: Explosivo B: Biológico infeccioso
Tabla 4.36. Clasificación de los residuos
generados en el subgiro "Grasas, aceites y solventes", que se
clasifican como peligrosos según la legislación
alemana, pero no considerados en la legislación
mexicana
Código CRETIB | Tipo de residuo (denominación | |
(T, I) | Aserrín con aceite | |
— | Crema para calzado | |
(T) | Decalite + Oligomero | |
— | Grasa líquida (para calzado) | |
(I) | Resinas con aceite | |
(T) | Tierra diatomeas | |
(T) | Tortas de filtro con aceite | |
(T, I) | Trapo con residuos | |
— | Vidrio | |
Agentes tensoactivos, detergentes y
cosméticos
Productos
Las empresas participantes en el marco de la
elaboración de los conceptos de manejo y
minimización de residuos en este subgiro, elaboran
principalmente los productos o subproductos de agentes
tensoactivos. En la mayoría de los casos, las materias
primas utilizadas son de origen vegetal (aceites y grasas
vegetales sobre la base de triglicéridos) y dependiendo
del campo de aplicación, son refinadas de manera
correspondiente. Con frecuencia, los productos finales son
mezclas de una gran variedad de componentes y las fórmulas
finales son confidenciales y sólo la fabricación de
cada uno de los componentes, así como el tipo de los
componentes principales, son conocidos.
En este subgiro se elaboran los siguientes
productos:
1. Tensoactivos aniónicos (sulfatos,
sulfonatos)2. Tensoactivos no iónicos
3. Tensoactivos catiónicos
4. Jabones
5. Detergentes como producto final
6. Productos para el cuidado de la
piel7. Dentífricos
El número de productos y subproductos fabricados
en este subgiro es muy amplio, por lo que sólo es posible
mencionar aquellos que son relevantes por sus residuos o por su
cantidad. Los productos base, así como las materias
auxiliares, sólo se describen en el proceso cuando se
pueden derivar de ellos propuestas de mejoramiento. En los
demás casos, este tipo de químicos especiales se
incluyen en el rubro de fármacos, plaguicidas y productos
especiales.
Las sustancias tensoactivas se caracterizan
químicamente por que contienen una parte
hidrofóbica de cadena larga y una parte
hidrofílica, generalmente más pequeña. Esto
se representa esquemáticamente como sigue:

Figura 4.41. Principio de la
configuración de una sustancia tensoactiva
Esta configuración especial determina las
propiedades físicas de los tensoactivos: poseen la
capacidad de emulsionar el aceite en agua o el agua en aceite.
Con ello, proporcionan también la posibilidad de extraer
las partículas de suciedad que se encuentran en los
textiles y en el agua de lavado (agua y detergente disuelto en la
lavadora de ropa). Por lo tanto, se utilizan sustancias
básicas para la elaboración de productos de
limpieza de todo tipo. Además se utilizan para la
extracción de petróleo (extracción
secundaria) y para otros fines, como por ejemplo, la
reducción de la tensión superficial del agua. Otros
campos de aplicación de determinados tensoactivos
"especializados" son la desintegración de emulsiones
(sobre todo en la industria del petróleo) y la
protección contra la corrosión.
En principio se distingue entre:
? tensoactivos aniónicos.
? tensoactivos no iónicos, y
? tensoactivos catiónicos.
Para aplicaciones especiales se conocen también
los tensoactivos anfóteros que poseen una carga positiva y
una carga negativa.
En la producción se encontraron los tres tipos de
sustancias tensoactivas, que se fabrican o se compran como
producto para las fórmulas finales.
Los más frecuentes son los tensoactivos
aniónicos. Entre ellos se cuentan los jabones,
conocidos desde hace mucho tiempo. La parte hidrófila en
los tensoactivos aniónicos puede ser un grupo sulfonato,
sulfato o carboxilato.
Entre los tensoactivos aniónicos que se
encontraron en las visitas, están también los
alcanosulfonados (AS), que gracias a su consistencia
líquida se utilizan principalmente en la
elaboración de detergentes para lavar vajillas.
En los tensoactivos no iónicos, con
frecuencia la parte hidrófila es una cadena de unidades de
oxietileno. Existen paralelamente una serie de tipos
básicos de enlace para aplicaciones especiales, y de las
cuales sólo se mencionarán las dietanolamidas de
ácidos grasos. Se puede suponer que los "saponificadores"
grandes, e incluso los pequeños, además de los
tensoactivos registrados, se elaboran también otros
tensoactivos no iónicos.
La importancia de las sustancias no iónicas
aumenta día a día gracias a sus propiedades de
lavado de fibras sintéticas y a su estabilidad frente a
endurecedores.
En los tensoactivos catiónicos, la parte
hidrófoba es un grupo de amonio cuaternario. El campo de
aplicación de éstos está limitado a
suavizantes de tela e inhibidores de corrosión. Aunque en
las empresas visitadas se utilizan tensoactivos catiónicos
para las fórmulas finales de concentrados de suavizantes,
así como para detergentes, no se encontró ninguna
empresa que fabrique estos tensoactivos en la región
estudiada. En México se utiliza principalmente cloruro de
distearildimetilamonio, un suavizante que se utilizó
también en Alemania hasta fines de los años
ochenta. Debido a su alta toxicidad bacterial y a su poca
posibilidad de degradación biológica, este enlace
se reemplazó por otras clases (por ejemplo, derivados de
imidazolina), que tienen propiedades más favorables en
relación con el medio ambiente. Como residuos se obtienen
aquí exclusivamente embalajes vacíos contaminados
que no se pueden limpiar. El siguiente esquema muestra un ejemplo
de un producto sustituto de ese tipo.

Figura 4.42. Estructura de una
sustancia activa moderna para suavizantes de ropa
Reacciones y procesos seleccionados
Las reacciones y los procesos que se describen a
continuación representan una selección de la
variedad de los tipos de producción. Es de suponerse que
muchas otras empresas elaboran sus productos en las mismas
condiciones o en condiciones similares. Se comentan de manera
representativa las reacciones, los procesos y los
productos.
La materia prima se somete a diferentes pasos de
refinación hasta que se obtienen las propiedades adecuadas
para la aplicación correspondiente. En algunas empresas se
lleva a cabo también la elaboración final, es
decir, que diferentes sustancias refinadas e insumos se mezclan
para obtener un producto comercializable, y posteriormente se
envasan. Los pasos físico-químicos aplicables se
resumen en la siguiente tabla:
Tabla 4.41. Procedimientos
físico-químicos en la elaboración de los
productos
|
Desde el punto de vista técnico, las condiciones
para los diferentes pasos no son muy complicadas. Se
deberá observar sólo la limpieza, en algunos casos
la esterilización, sobre todo cuando se trata de productos
que están en contacto con la piel.
- Sustancias tensoactivas y residuos
generados
La producción de los sulfonatos se realiza
mezclando alquilbenzoles lineales (generalmente lauribenzol) con
reactivos de sulfonación. Actualmente, conforme al estado
del arte se utiliza SO3 en solución al 4 – 8 % con
nitrógeno. El SO3 se obtiene por combustión de
azufre y oxidación catalítica (V2O5). La
neutralización del ácido sulfónico se
realiza con sosa cáustica. Los productos obtenidos son
alquilbenzolsulfonatos lineales (abreviados como
LAS o LABS). Se utilizaban anteriormente los grupos
de alquilos no lineales, pero se demostró que la capacidad
de degradación de los microorganismos se hace mucho
más lenta debido a la ramificación, lo que a
principios de los años sesenta causó grandes
formaciones de espuma en los cuerpos de agua.
En general en México, el proceso anterior se
lleva a cabo prácticamente sin generación de
residuos; sin embargo paralelamente también se realiza el
procedimiento más antiguo que trabaja con ácido
sulfúrico sobreconcentrado (óleum). Este
procedimiento tiene la desventaja de que el ácido
sulfúrico utilizado sólo reacciona a una
concentración aproximada de 70 %. Este ácido al 70
% se comercializa como un ácido residual, aunque existen
compradores de este ácido usado (por ejemplo la industria
metálica), sin embargo no se ha podido investigar si esto
es válido para la totalidad de los ácidos
residuales en el Valle de México.
En algunos casos especiales, la sulfonación puede
realizarse mezclando grasas no saturadas o ácidos grasos
con lejía de bisulfito acuosa (adición del grupo de
HSO3 a un doble enlace). Esto se aprovecha en la
fabricación de emulsiones grasosas usadas en el
tratamiento y curtido de pieles, que están conformadas por
grasa, agua y emulsionantes. Como componente nativo se utiliza
aceite de pescado, que contiene un alto porcentaje de
ácidos carbónicos no saturados, estos compuestos no
son tensoactivos clásicos, más bien, la
introducción del grupo de sulfonatos ayudan a solubilizar
en agua y a distribuir uniformemente las gotitas de aceite sobre
la superficie de la piel curtida.
La síntesis se realiza mediante
sulfocloración de alcanos.
Como sustituto de LAS se utilizan también
sulfatos de alcohol graso (FAS) obtenidos por la mezcla de
alcoholes grasos (1) con ácido clorosulfónico (2)
según la siguiente ecuación de
reacción:

Figura 4.43. Ecuación de la
reacción para la obtención de sulfatos de alcohol
graso
Debido a la obtención inevitable de HCl,
aquí también se debe dar preferencia a la
posibilidad de trabajar con SO3 y no generar residuos. Sin
embargo, las instalaciones de sulfonización que trabajan
con SO3 requieren de un equipo considerablemente más
complejo. Las instalaciones que trabajan con ácido
clorosulfónico son de construcción relativamente
sencilla, se pueden adaptar también a otros productos
iniciales y por lo tanto se utilizan donde sólo se
producen cantidades pequeñas de sustancias tensoactivas.
Es de suponerse que se elaboren también otros tensoactivos
aniónicos en el área de estudio, sin embargo, en
las empresas que se visitaron no se encontraron. Es de
mencionarse que sobre todo el grupo de los sulfatos de
éter alcohol graso (FAES), se distinguen por su buena
tolerabilidad en la piel.
Otro representante de los tensoactivos aniónicos,
cuya elaboración se pudo observar, es el
jabón. Se trata de un material sintético que
se obtiene hirviendo grasas y aceites naturales
(triglicéridos de ácidos carbónicos de
cadenas largas) con sosa cáustica. Esta hidrólisis
se conoce también como "saponificación". En el
reactor se encuentra una mezcla del jabón con alto
contenido de agua, sosa cáustica y glicerina. El
jabón se separa de las impurezas y forma la fase superior.
La fase sedimentada (conocida también como lejía)
contiene glicerina, cloruro de sodio y otras impurezas
orgánicas; ésta se separa del jabón, se
destila a presión ligeramente baja para separar la
glicerina y se purifica a través de carbón
activado, también se le pueden dar otros usos. Los lodos
de sulfato de aluminio, el carbón activado cargado y los
filtros de la purificación se consideran residuos.
Además se deberán confinar los aceites usados y
otras sustancias residuales provenientes de la
producción.
Los oxilatos de alcoholes grasos representan uno
de los grupos más importantes de los tensoactivos no
iónicos. Se obtienen a partir de (C12-C14) nativos de
cadena larga y óxido de etileno (EO) bajo influencia de
metilato de sodio. Los mismos alcoholes grasos se obtienen con la
hidratación catalítica de los ésteres de
metilo. Existen además procedimientos que permiten la
síntesis programada de la longitud de la cadena. Sin
embargo, no se encontró ninguno de los métodos
usuales para la obtención de los alcoholes, ya que en las
empresas visitadas, éste se compra. La poliadición
de óxido de etileno hace hidrófila a la
molécula, donde el número de unidades de eoxi
determina las propiedades y las posibilidades de uso del
tensoactivo resultante. Los etoxilatos de alcohol graso
producidos en el área estudiada se fabrican principalmente
para el sector de limpieza, para ello, la cantidad de unidades de
EO más favorable es de 9 a 10. En la elaboración no
se obtienen residuos peligrosos. Solamente los empaques
contaminados con el material inicial (costales de papel o
plástico) se consideran como residuos
peligrosos.
Una variante de este proceso es la catálisis
ácida, que permite una distribución más
estrecha en las cadenas, pero tiene la desventaja de que se
obtienen una serie de subproductos, entre ellos el 1,4-dioxan,
del que se sospecha pueda causar cáncer. Por lo tanto, no
se recomienda este procedimiento.
Los alquilfenoletoxilatos representan el segundo
grupo en importancia entre los tensoactivos no
iónicos. Se sintetizan con la transformación
del nonifenol con óxido de etileno. La poliadición
transcurre como en el caso de los alcoholes grasos en el
procedimiento de "lote" con catálisis alcalina. La
capacidad óptima de lavado para esta clase es de 8
unidades de EO. También aquí, además del
material de empaque contaminado no se tienen residuos, si se
excluye el agua de lavado para el equipo.
Para lograr mayor claridad, la tabla 4.4-2 resume los
residuos que se generan con la producción y la
utilización de sustancias tensoactivas.
Tabla 4.42. Residuos que se generan en la
elaboración y procesamiento de sustancias
tensoactivas.
? Aceite gastado de maquinaria ? Aceites de transmisión ? Azufre ? Acido sulfúrico, ácido ? Carbón activado gastado ? Cloroformo del área del laboratorio de ? Cloruro de sodio
? Envases (sacos) con residuos de materia ? Escorias de azufre ? Estopa impregnada de aceite ? Guantes impregnados de aceite ? Lodos ácidos (contaminados con ? Lodos provenientes de la ? Lodos orgánicos con contenido de sulfato ? Mezcla de solventes con materias primas y ? Productos fuera de ? Pentóxido de vanadio ? Residuos sólidos municipales ? Sedimentos de la recuperación de ? Solventes gastados halogenados: tolueno, etil ? Solventes gastados no halogenados: xileno, ? Sosa cáustica ? Sulfato de sodio ? Tambos de hierro impregnados con pinturas, ? Tarimas de madera ? Tierra con ácido |
- Fabricación de detergentes y residuos
generados
En las empresas visitadas se fabrican detergentes
líquidos y en polvo. Para la fabricación de
detergentes se mezclan diversas sustancias (la parte principal
son los sulfonatos de alquil benzol lineales), agua, silicato de
sodio, carbonato de sodio y fosfato de tripentasodio como
desendurecedor del agua, así como sulfato de sodio como
agente fijador.
En los detergentes líquidos, la
combinación de diferentes tensoactivos aniónicos y
no iónicos es diferente que en la de los detergentes en
polvo. El componente más frecuente de los tensoactivos
aniónicos para detergente en polvo es el LAS con una
cadena de alquilos de 10 a 13, ya que de esta manera se tiene una
buena capacidad de lavado con una buena posibilidad de
eliminación biológica, así como
también la posibilidad de pulverización.
Los detergentes fabricados a partir de materias primas
naturales muestran una distribución del número de
átomos de C, de manera que por ejemplo, el sulfonato de
laurilbenzol además del grupo C12H25, tiene también
átomos con 10, 14 y 16 C. La siguiente figura muestra la
estructura del sulfonato de laurilbenzol en estado puro (nombre
racional: sulfonato de sodio dodecilbenzol, abreviado en la
región anglosajona como SDS).

Figura 4.44. Estructura del sulfonato
de sodio laurilbenzol
La mezcla se introduce a través de una bomba de
alta presión a una torre de pulverización, donde se
evapora la mayor parte del agua. En caso necesario, al polvo
obtenido se le agregan otros aditivos (blanqueadores, aceites
perfumados) y se envasan. Los residuos principales se resumen en
la tabla que se presenta a continuación.
Tabla 4.43. Residuos que se obtienen en la
fabricación de detergentes
? Aceite gastado ? Empaques con residuos de materias ? Filtros contaminados. ? Productos fuera de ? Residuos sólidos municipales ? Residuos de mezclador |
- Productos de cosméticos y residuos
generados
Como productos de cosméticos se consideraron todo
tipo de cremas para la piel y diversos tipos de
dentífrico, que se incluyen en esta
subclasificación porque su ingrediente principal es una
combinación de agentes tensoactivos, a los que usualmente
se les denomina emulgentes, que se refiere a su propiedad de
unificar macroscópicamente y de manera homogénea a
las substancias solubles y no solubles al agua.
En las empresas visitadas, la producción tanto de
cremas como de lociones se realiza únicamente mediante un
proceso de mezclado.
Dentífricos
Para la preparación de pasta dentífrica se
homogenizan un agente tensoactivo (p.ej. un alquil-sulfato),
glicerina, pulidores como óxido de aluminio y carbonato de
calcio, así como carbometilcelulosa (CMC) como emulgente
en un reactor mezclador. Para ciertas formulaciones se agrega
adicionalmente un blanqueador (peróxido de
hidrógeno), la pasta resultante se envasa en un
tubo.
Como en el caso de abrasivos y detergentes,
también en la elaboración de dentífricos se
generan aceites lubricantes gastados, aceite gastado de
maquinaria, empaques contaminados, insumos que no pueden volver a
ser mezclados, residuos industriales similares a la basura casera
y solventes contaminados procedentes de laboratorios. Por razones
de seguridad en las diferentes áreas de proceso, debe
usarse ropa de protección, la cual se añade a la
lista de residuos. Los residuos infecciosos derivados del
contacto con voluntarios infectados, requieren un tratamiento
especial. Tales residuos sólo pueden ser transportados,
para su posterior tratamiento, por empresas especializadas y
autorizadas. A continuación se presenta un resumen de los
residuos generados en la elaboración de pasta
dentífrica.
Tabla 4.44. Residuos generados en la
elaboración de pasta dentífrica
? Aceite lubricante gastado ? Aceite de maquinaria gastado ? Basura municipal ? Cloroformo ? Empaques contaminados ? Estopa impregnada con aceite ? Guantes impregnados con aceite ? Lodos de tratamiento de aguas ? Productos fuera de ? Residuos infecciosos ? Residuos de cocina |
Productos para el cuidado de la piel
También para la elaboración de productos
para el cuidado de la piel, hay una serie de especificaciones. En
primer lugar, deben cumplir con su objetivo, que es el de
humectar la piel y protegerla del medio ambiente. Es decir, por
un lado debe ser efectiva y por el otro, no debe ser irritante.
Las cremas para el cuidado de la piel están formuladas
además de la emulsión, con una serie de aditivos,
como son perfumes y conservadores. Aún tratándose
de dosis mínimas, éstos pueden ocasionar alergias
y/o irritación de la piel. En las empresas visitadas,
estos aditivos se utilizan principalmente en la
elaboración de emulsiones de agua en aceite
(emulsión agua/aceite) y emulsiones de aceite en agua
(emulsión aceite/agua). Las emulsiones de agua en aceite
(agua/aceite) tienen una serie de ventajas sobre las emulsiones
de aceite en agua (aceite/agua) como son: mayor estabilidad en su
almacenaje y mayor estabilidad ante la contaminación
bacterial, sin embargo las emulsiones de aceite en agua
(aceite/agua) están ganando mercado en el ámbito de
las cremas para el cuidado de la piel, porque cuentan con mayor
absorción, eliminando el brillo, sobre todo en el rostro,
con mayor rapidez. De cualquier forma, la crema de agua en aceite
(agua/aceite) no desaparecerá del todo del mercado, ya que
cuenta con mayor eficiencia para algunos propósitos. El
desarrollo tardío de las cremas de aceite en agua
(aceite/agua) se debe a que hace algún tiempo no se
contaba con una gran cantidad de agentes tensoactivos, mediante
los cuales fuera posible crear las fórmulas de emulsiones
con propósitos específicos. En la actualidad esto
ya no constituye ningún problema.
Para la elaboración de productos para el cuidado
de la piel se agregan diversos aditivos al agua y al aceite en
determinada proporción en la mezcladora. Se le agregan
dosis de un emulgente o una mezcla de varios emulgentes,
mezclando durante un lapso de tiempo largo, los perfumes de
aceites usualmente se integran al final. Emulgentes
típicos que se utilizan son: poliglicoleter de alcohol
graso, éster de ácido fosfórico o
éster de sorbitan; este último principalmente para
cremas de agua en aceite (agua/aceite).
La siguiente tabla muestra los residuos típicos
generados en la elaboración de productos para el cuidado
de la piel.
Tabla 4.45. Residuos generados en la
producción de productos para el cuidado de la
piel
|
Residuos generados
- Areas de generación de
residuos
A continuación se enlistan los residuos generados
en las industrias visitadas del subgiro agentes tensoactivos,
detergentes y cosméticos de acuerdo al proceso o
área donde se generan. Esta clasificación muestra
los residuos típicos en cada área y puede servir
como aproximación para calcular los costos de
disposición para los distintos residuos por
área.
Los diagramas de flujo facilitan la comprensión
de la forma en que se relacionan entre sí las distintas
etapas que componen un proceso. Un diagrama de flujo es un
herramienta útil a la hora de analizar todo el proceso
productivo y sus principales características. A
través del diagrama de flujo de los diferentes procesos
unitarios, se identificaron las áreas de generación
de los residuos tanto peligrosos como no peligrosos.
También son importantes para identificar las oportunidades
de minimización y manejo adecuado de las materias y
residuos generados.
Los residuos listados en las siguientes tablas se
refieren a la denominación interna, es decir, al nombre en
como son clasificados dentro de las empresas
generadoras.
Tabla 4.46. Residuos generados en el almacén
de materia prima
|
Tabla 4.47. Residuos generados en la
producción
? Aceites gastados ? Ácido clorhídrico ? Basura municipal ? Empaques con residuos de materias primas, ? Escorias sulfurosas ? Filtros contaminados ? Glicerina recuperada ? Grasa contaminada ? Lodos ácidos (contaminados con ? Lodos orgánicos que contienen sulfato de ? Lodos provenientes de la ? Pentóxido de vanadio ? Productos fuera de |
Tabla 4.48. Residuos generados de la planta de
tratamiento de aguas residuales
? Grasa de la fosa de la planta de tratamiento de ? Lodos de la planta de tratamiento de aguas |
Tabla 4.49. Residuos generados del
mantenimiento
? Aceites gastados ? Estopas impregnadas de aceite ? Guantes impregnados de aceite ? Lámparas fluorescentes ? Trapos sucios de aceite y grasa |
Tabla 4.410. Residuos generados del
laboratorio
? Cloroformo ? Residuos no anatómicos de unidades de ? Residuos infecciosos misceláneos ? Materiales de curación y alimentos de ? Solventes no halogenados gastados: xileno, ? Solventes halogenados gastados: tolueno; etil, |
Areas adicionales
Como áreas adicionales se comprenden aquellas que
sólo se encuentran en empresas grandes como son: comedores
para empleados, áreas de convivencia y en algunos casos
planta generadora de energía. Aquí se genera
principalmente basura municipal, similar a la basura
doméstica, basura de cocina y residuos peligrosos como los
BPC"s provenientes de los transformadores. Los BPC"s fueron
encontrados repetidamente durante las visitas a las empresas,
almacenados en transformadores
- Clasificación oficial de los
residuos
Para la declaración de un residuo en el marco de
la autorización y de la clasificación para su
gestión dada por la autoridad competente, es importante
que se clasifique el residuo con el número correcto del
catálogo mexicano de tipos de residuos. La siguiente lista
da un resumen sobre los tipos de residuos en este subgiro, sus
números INE y, en su caso, la denominación interna
en las empresas. Tiene la finalidad de brindar un manejo
más fácil de la clasificación del residuo
para el usuario del presente manual.
Las tablas siguientes resume los tipos de residuos
más importantes generados en la industria química
en el subgiro de los agentes tensoactivos, detergentes y
cosméticos, clasificándolos según las
claves de residuos correspondientes a la
NOM-052-ECOL-1993.
Las clasificaciones se dividieron en tres tablas. La
primera tabla contiene los residuos listados en los anexos de la
NOM052-ECOL-1993, la segunda contiene los residuos clasificados
como peligrosos según los criterios CRETIB, y la tercera
aquellos residuos que, según la legislación
mexicana, no están especificados como peligrosos, pero que
en la clasificación alemana, de acuerdo con el Reglamento
General para el Manejo de Residuos "TA Abfall", son residuos
tóxicos y peligrosos; además en esta tabla se hace
referencia con la clave CRETIB que les
correspondería.
Tabla 4.411. Clasificación de los residuos
generados en el subgiro "Agentes tensoactivos, detergentes y
cosméticos" y los números INE correspondientes,
según la NOM-052-ECOL-1993


Tabla 4.412. Clasificación de los residuos
generados del subgiro agentes tensoactivos, detergentes y
cosméticos, según los criterios
CRETIB

* Punto 5.6: La mezcla de un residuos peligroso conforme
a esta norma con un residuo no peligroso será considerada
un residuo peligroso
** Código CRETIB
C: Corrosivo T: Tóxico
R: Reactivo I: Inflamable
E: Explosivo B: Biológico infeccioso
Tabla 4.413. Residuos generados del subgiro "Agentes
tensoactivos, detergentes y cosméticos", que se consideran
peligrosos según las leyes alemanas, pero en la
legislación mexicana no están
especificados
Código CRETIB | Tipo de Residuo (denominación interna) | |
(T) | Dimetil formamida | |
(T) | Lámparas fluorescentes | |
(T) | Grasa contaminada | |
Grupo de fármacos, plaguicidas y productos
especiales
En el grupo de los fármacos, plaguicidas y
productos especiales se reúnen productos que se fabrican
en pocas empresas especializadas. Los productos especiales y
plaguicidas se fabrican preponderantemente en empresas
pequeñas o medianas, mientras que los fármacos
generalmente son producidos y distribuidos por empresas grandes.
En las empresas de la industria farmacéutica, sólo
en pocos casos fue posible obtener suficiente información
sobre los métodos de producción y las cantidades de
residuos que resultan de éstos.
Productos
En las empresas visitadas los procesos de
fabricación de productos farmacéuticos, se
limitan a la formulación final, según las
indicaciones del proveedor de las sustancias activas, y al
embalaje de éstas. En consecuencia, también los
tipos de residuos son muy parecidos aunque, por ejemplo, en el
ámbito de los polvos de filtración o de los
productos caducos, la gama de los tipos de sustancias contenidas
es muy amplia. El tipo de productos elaborados en las empresas
visitadas, comprende desde:
? Antibióticos, pasando por
? Analgésicos y calmantes,
hasta? Antiácidos.
Como para todos los demás subgiros industriales,
es válido también para este caso que en el presente
manual no se pueden dar nombres de productos por razones de
carácter confidencial. Esto se refiere también a
productos cuyas patentes ya expiraron y cuya síntesis es
del dominio común.
La gama de productos de los fabricantes de
plaguicidas también es amplia, principalmente se
fabrican productos orgánicos que contienen azufre,
fósforo, nitrógeno y cloro. Estos son:
? Herbicidas,
? Acaricidas,
? Fungicidas y
? Bactericidas.
En el ámbito de los plaguicidas, algunas empresas
sintetizan las sustancias activas a través de reacciones
de varias etapas, se preparan en formulación final para la
aplicación respectiva y, en parte, también las
empacan para su venta. En las empresas visitadas, las clases de
compuestos son plaguicidas "clásicos" con elementos
estructurales conocidos desde hace mucho tiempo. Sin embargo,
entre las compañías visitadas también se
encuentran -como en el caso de las farmacéuticas- una
serie de empresas que sólo realizan formulaciones. Los
proveedores de las sustancias activas y medios auxiliares son, o
bien la casa matriz o empresas ajenas. Ésta es la
práctica común en muchas áreas de la
química a escala mundial.
Por consiguiente, en general las clases de compuestos
que forman la base de los plaguicidas son aquellas que se usan
también en otras naciones industrializadas. Sin embargo,
en México también se están fabricando
productos cuyo uso es restringido en otros países, por
ejemplo, compuestos que contienen mercurio. Se debería
prescindir totalmente de la producción y también de
la distribución de ese tipo de sustancias.
Como productos especiales figuran en este subgiro
aquellos productos que no pudieron asignarse a los otros
subgiros. A ellos pertenecen:
1. Materiales auxiliares para papel basados en
almidón, ácidos grasos y resinas
sintéticas (pegamentos, materiales de
impregnación)2. Materiales plastificantes
3. Pinturas de anilina
4. Cintas para máquinas de
escribir5. Cartuchos para estas cintas
6. Papel carbón
7. Reactivos para laboratorio (sales,
ácidos, solventes)8. Formadores de complejos para las más
diversas aplicaciones
Reacciones y procesos seleccionados
Como puede inferirse de la lista arriba indicada de este
subgiro, sólo en pocos casos los procesos aplicados son de
carácter químico; la gran mayoría son
procesos físicos.
El mejor ejemplo de ello son los procesos en aquellas
empresas visitadas que pertenecen a la industria
farmacéutica. Aquí los medicamentos no se
sintetizan sino que se compran las sustancias activas y materias
auxiliares. Por lo tanto, los principales procesos que se
realizan son:
? mezclar,
? granulado, secado
? prensar en las formas más diversas o,
tratándose de líquidos, envasarlos en
ampolletas o frascos, y? procesos de embalaje.
A causa de estos procesos completamente equiparables,
también los tipos de residuos pertenecen a clases
parecidas aunque las sustancias contenidas varían mucho
(véase el capítulo 3.5.3).
En las empresas visitadas, los plaguicidas se
producen en el modo de operación por lote. En el caso
más simple, las materias primas se introducen juntas al
reactor y se calientan agitándolas; o una o varias
sustancias y, en dado caso, materias auxiliares -por ejemplo,
catalizadores- se preparan en el reactor y los
demás
componentes de reacción se dosifican y van
agregándose poco a poco. Al terminar la reacción,
el producto se enfría y se siguen los pasos de
procesamiento necesarios. Estos son principalmente:
? neutralización,
? filtración,
? etapas de purificación, como
recristalización, adsorción o
destilación y, en dado caso,? secado.
En estas reacciones se aplican, entre otras, las
siguientes sustancias:
? fenol,
? clorofenoles,
? ácido cloracético,
? aminas, como etilendiamina y sus
homólogos superiores,? sulfuro de carbono,
? pentóxido de fósforo (como
P4O10)? trimetilfosfito y cloral,
? formaldehído,
? lejía de potasio,
? reactores de cloración (en la
mayoría de los casos, cloro elemental),? bromo,
? cianuros (principalmente como NaCN),
y? solventes a base de hidrocarburos (de cadena
abierta y aromáticos).
En algunas reacciones de los plaguicidas o de productos
intermedios, respectivamente, en el caso de síntesis de
varias etapas, muchas veces también se genera agua de
reacción contaminada por los reactivos, los productos
intermedios y secundarios, así como el producto final.
Esta agua, igual que las aguas de operaciones de lavado y
purificación, es de difícil biodegradación
por lo cual dificultan el tratamiento de aguas
residuales.
Por otro lado, la mayoría de las reacciones no
conducen a una transformación completa de los
químicos iniciales sino a un equilibrio que presenta
porcentajes más o menos grandes de productos y productos
secundarios. Este fenómeno es común en casi todas
las reacciones de la química orgánica. Aunque el
equilibrio mencionado puede ser ajustado a favor del producto
deseado optimizando las condiciones de reacción, pero
siempre habrá un cierto porcentaje de compuestos no
deseados. Por lo tanto, el producto bruto generado de esta manera
tiene que ser tratado a través de métodos de
purificación, como por ejemplo, la destilación o
filtración. En este caso se generan cantidades mayores de
residuos de destilación o tortas de filtración como
residuos peligrosos. Los materiales de filtración
contaminados por plaguicidas, así como otros materiales
auxiliares de producción contaminados se recolectan en
tambos metálicos de 200 l y se manejan como residuos
peligrosos.
Además de los residuos ya mencionados, en los
laboratorios se genera una gran cantidad de recipientes de vidrio
sucios, que son considerados como material residual desechable.
Estos recipientes de vidrio están contaminados con restos
de los plaguicidas y, por lo tanto, deben considerarse
también como residuos peligrosos.
A continuación se mencionarán algunos
productos y ecuaciones de reacción tomados del
ámbito de este subgiro. Los compuestos y condiciones de
reacción exactas guardan, hasta donde es necesario, una
forma general para no comunicar datos internos de las empresas
manufactureras.
Como primer ejemplo se menciona el muy difundido
"Malatión" que presenta un amplio espectro de
acción. Se usa como bactericida y acaricida (para combatir
ácaros), pero también contra numerosos cultivos
dañinos y como medio de higiene.

Figura 4.51. Fórmula
estructural del "Malatión"
La figura 3.5-2 muestra la ecuación simplificada
para fabricar un herbicida típico (2,4-D).

Figura 4.52. Fabricación de
2,4-ácido diclorofenoxiacético
(2,4-D)
A través de una posterior derivación, el
2,4-D se usa también como producto de partida para
plaguicidas con un espectro de acción más
individualizado.

Figura 4.53. Ecuación de
reacción para producir un herbicida a partir de
ácido fosfórico

Figura 4.54. Estructura de un formador
de complejo de quelato
Parece alarmante que se siga fabricando el
pentaclorofenol (véase la figura 3.5-5) y sus sales para
usarlos como fungicida, sobre todo, para la protección de
madera. En muchos países su producción y uso ya
están prohibidos porque, por un lado, el producto mismo
tiene un alto potencial tóxico y, por otro lado, como
producto técnico contiene cantidades cada vez mayores de
dioxinas, sobre todo la altamente tóxica TCDD.

Figura 4.55.
Pentaclorofenol
En la mayoría de los casos, en las empresas
visitadas, los procesos de producción de
químicos de alta pureza para laboratorios de
investigación o análisis e industrias, son pasos de
purificación de los tipos más variados. A menudo se
llevan a cabo también reacciones de precipitación
al agregar solventes; el tipo de solvente agregado (polar o no
polar) se rige por la solubilidad del producto deseado. Como
medios auxiliares de precipitación se emplean
frecuentemente solventes orgánicos, también
clorados. Las instalaciones de envasado cuentan con un equipo
extractor.
El papel calca y cintas para máquinas de
escribir se producen recubriendo papel y textiles con las
tintas correspondientes. Los residuos generados son los recortes
y restos de la fabricación de tintas.
De una mezcla de anilina, nitrobenceno, cloranilina y
cloruro de hierro, en una reacción de 36 horas se producen
colorantes que se muelen, lavan y secan. Los mecanismos de
reacción son bastante complejos, que no se pueden
presentar aquí. La mayoría son compuestos que son
altamente conjugados, es decir portan grupos atrayentes y
repelentes (sistemas push-pull), p. ej. del tipo
trifenilmetano.
Los aditivos para la industria papelera se
fabrican en reactores mezclando sulfatos de lignina, almidones,
sulfato de aluminio, resinas sintéticas y otros materiales
iniciales. La mayor parte de los residuos son restos de
resinas.
Residuos generados
- Areas de generación de
residuos
A continuación se enlistan los residuos generados
en las industrias visitadas del subgiro fármacos,
plaguicidas y productos especiales de acuerdo al proceso o
área donde se generan. Esta clasificación muestra
los residuos típicos en cada área y puede servir
como aproximación para calcular los costos de
disposición para los distintos residuos por
área.
Los diagramas de flujo facilitan la comprensión
de la forma en que se relacionan entre sí las distintas
etapas que componen un proceso. Un diagrama de flujo es un
herramienta útil a la hora de analizar todo el proceso
productivo y sus principales características. A
través del diagrama de flujo de los diferentes procesos
unitarios, se identificaron las áreas de generación
de los residuos tanto peligrosos como no peligrosos.
También son importantes para identificar las oportunidades
de minimización y manejo adecuado de las materias y
residuos generados.
Los residuos listados en las siguientes tablas se
refieren a la denominación interna, es decir, al nombre en
como son clasificados dentro de las empresas
generadoras.
Tabla 4.51. Residuos generados en el almacén
de materia prima.
? Bolsas de polietileno con residuo de
anhídrido acético? Bolsas de polietileno con residuos de
anhídrido maléico? Envases y tambos vacíos usados en el
manejo de materiales y residuos peligrosos? Material de empaque de materia
prima? Resinas de silicón que no cumplen con
la calidad? Sacos de papel con remanentes de cloruro
férrico? Sacos de polipropileno con residuos de
cloruro de sodio? Tambos metálicos con residuos de
insecticidas
Tabla 4.52. Residuos que se generan en el área
de producción
? Aceite residual
? Adhesivo polivinílico
? Agua de amoniaco
? Agua residual de residuos de hidrosulfuro de
sodio que va a la planta de tratamiento de agua? Agua residual que va a la planta de
tratamiento de agua? Aguas de proceso con contenido de fenoles y
sales provenientes de la neutralización? Bromo elemental
? Carbón activado saturado con
lucaphos? Cartuchos de polipropileno con pentasulfuro
de sodio y ADDTF? Filtros con residuos de hidrosulfuro de
sodio? Filtros de papel con residuos de
malatión? Filtros de papel impregnados con fosfito de
dimetilo? Filtros de papel impregnados de
lucaphos? Frascos con corrector
líquido? Grasas, aceite, resinas
? H2SO4 residual
? HCl residual
? Latas con residuos de plaguicidas
? Lodos de agua del proceso de
filtrado? Lodos provenientes del lavador de
gases? Mezcla de diferentes remanentes de colorantes
en el área de producción? Papel-filtro con tricloruro de aluminio y
dietilmalato? Plástico triturado de
contenedores? Polvos de plaguicidas
? Polvos finos del colector con residuos de
plaguicidas? Residuos de la producción y materiales
caducos o fuera de especificación que contengan
sustancias tóxicas para el ambiente? Residuos de lavador de gases del proceso de
sulfonación? Residuos sólidos municipales con
residuos de plaguicidas? Resina, polímero
? Sacos con trazas de manzate y
cupravit? Solución con colorante base
alcohol? Solventes
? Solventes no halogenados gastados (metanol
mezclado con etanol y éter etílico,
etc.)? Tejido entintado de cintas para
máquinas de escribir
Tabla 4.53. Residuos provenientes del
mantenimiento:
? Aceites lubricantes gastados
? Grasa, tanto animal como vegetal
? Residuos de fibras de asbesto
? Solventes
Tabla 4.54. Residuos provenientes del tratamiento de
aguas residuales
? Agua residual con fosfito de
dimetilo? Filtro de fibra
? Lodos de la planta de tratamiento de agua
residual
Tabla 4.55. Residuos provenientes de otras
áreas
? Acido dehidracético
? Basura municipal
? Papel y cartón
? Residuos orgánicos de
comida? Soluciones residuales de análisis de
laboratorio? Solventes con sustancias orgánicas
disueltas en el área del laboratorio? Vidrio
? Vidrio con residuos de plaguicidas
? Vidrio con residuos de solventes
- Clasificación oficial de los
residuos
Para la declaración de un residuo en el marco de
la autorización y de la clasificación para su
gestión dada por la autoridad competente, es importante
que se clasifique el residuo con el número correcto del
catálogo mexicano de tipos de residuos. La siguiente lista
es un resumen de los tipos de residuos en este subgiro, sus
números INE y, en su caso, la denominación interna
en las empresas. Tiene la finalidad de brindar un manejo
más fácil de la clasificación del residuo
para el usuario del presente manual.
Las tablas siguientes resume los tipos de residuos
más importantes generados en la industria química
en el subgiro del grupo de fármacos, plaguicidas y
productos especiales, clasificándolos según
las claves de residuos correspondientes a la
NOM-052-ECOL-1993.
La clasificación se dividió en tres
tablas. La primera tabla contiene los residuos listados en los
anexos de la NOM052-ECOL-1993, la segunda contiene los residuos
clasificados como peligrosos según los criterios CRETIB, y
la tercera aquellos residuos que, según la
legislación mexicana, no están especificados como
peligrosos, pero que en la clasificación alemana, de
acuerdo con el Reglamento General para el Manejo de Residuos "TA
Abfall", son residuos tóxicos y peligrosos; además
en esta tabla se hace referencia con la clave CRETIB que les
correspondería.
Tabla 4.56. Clasificación de los residuos
generados del subgiro "Fármacos, plaguicidas y productos
especiales", de acuerdo con los números INE según
la NOM-052-ECOL-1993.


Tabla 4.57. Clasificación de los residuos del
subgiro "Fármacos, plaguicidas y productos especiales",
que cumplen con un criterio del CRETIB.

Punto 5.6: La mezcla de un residuos peligroso conforme a
esta norma con un residuo no peligroso será considerada un
residuo peligroso
** Código CRETIB
C: Corrosivo T: Tóxico
R: Reactivo I: Inflamable
E: Explosivo B: Biológico infeccioso
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |