Los residuos considerados peligrosos se clasifican por
giro industrial y proceso así como por fuente no
específica, incluyendo la clave CRETIB y Número del
INE correspondientes (anexo 2 y 3; tablas 1 y 2, así como
anexo 4; tablas 3 y 4 de la norma). Los residuos peligrosos que
no están incorporados en estos listados deben ser
clasificados de acuerdo a sus características CRETIB y el
número SEDESOL correspondiente. En el anexo 5 se presentan
las características del lixiviado, determinadas en la
prueba de extracción (PECT) que hacen peligroso a un
residuo por su toxicidad (53 constituyentes que los residuos
pueden contener). Cuando el residuo sobrepasa los límites
máximos permitidos, se cualifica como
peligroso.
Esta norma se encuentra en revisión y
constará en un futuro de dos partes. La primera parte
contendrá las disposiciones legales sobre las
características y procedimientos de identificación
y clasificación de los residuos peligrosos y la segunda
(NOM-052BIS-ECOL- ) incluirá el listado para la
clasificación de materiales y residuos
peligrosos.
NOM-053-ECOL-1993: establece el procedimiento
para llevar a cabo la prueba de extracción para
determinar los constituyentes que hacen a un residuo peligroso
por su toxicidad al ambiente. Norma de observancia obligatoria en
la generación y el manejo de residuos
peligrosos.
NOM-054-ECOL-1993: establece el procedimiento
para determinar la incompatibilidad entre dos o más
residuos considerados como peligrosos por la norma oficial
NOM-052-ECOL-1993, para evitar la mezcla de tales residuos que
por sus características físico-químicas son
incompatibles. Norma de observancia obligatoria en la
generación y el manejo de residuos peligrosos.
Manejo de sustancias peligrosas
La Secretaria de Trabajo y Previsión Social ha
emitido el siguiente reglamento y normas en materia de seguridad,
higiene y medio ambiente laboral que deben ser consideradas en el
manejo de sustancias peligrosas.
Reglamento General de Seguridad e Higiene en el
Trabajo: disposiciones generales sobre los dispositivos para
extinguir incendios, instalaciones de alarma y equipos para
combatir incendios.
NOM-005-STPS-1993: relativa a las condiciones de
seguridad en los centros de trabajo para el almacenamiento,
transporte y manejo de sustancias inflamables
combustibles.
NOM-008-STPS-1993: relativa a las condiciones de
seguridad e higiene para la producción, almacenamiento y
manejo de explosivos en los centros de trabajo.
NOM-009-STPS-1993: condiciones de seguridad e
higiene para el almacenamiento, transporte y manejo de
sustancias corrosivas, irritantes y tóxicas en los
centros de trabajo.
NOM-010-STPS-1994: condiciones de seguridad e
higiene en los centros de trabajo donde se produzcan, almacenen o
manejen sustancias químicas capaces de generar
contaminación en el medio ambiente laboral.
Por su parte la Secretaría de Salud ha
establecido en la Ley General de Salud y en Normas Oficiales
Mexicanas requisitos sanitarios referentes al uso, manejo,
etiquetado de envases, almacenamiento, etc. de materiales (plomo,
plaguicidas, pinturas, lacas, etc.).
NOM-004-SSA1-1993: Limitaciones y requisitos
sanitarios para el uso de monoxido de plomo, (litarguiario),
óxido rojo de plomo (minio) y carbonato básico de
plomo (albayaldo).
NOM-0125-SSA1-1994: que establece los requisitos
sanitarios para el proceso y uso de asbesto.
Almacenamiento, etiquetado y transporte de residuos y
materiales peligrosos
Los requerimientos técnicos y organizativos para
el almacenamiento temporal de residuos peligrosos dentro las
empresas generadoras se derivan del Reglamento en Materia de
Residuos Peligrosos (ver capítulo 2.1.1)
Por otro lado, la Secretaría de Comunicaciones y
Transportes ha emitido el siguiente reglamento y normas al
respecto:
REGLAMENTO SCT: Reglamento para el transporte de
materiales y residuos peligrosos.
Para el almacenamiento y transporte de residuos
peligrosos deben observarse las siguientes normas:
NOM-002-SCT2-1994: norma para identificar y
clasificar las substancias y materiales peligrosos más
usualmente transportados, de acuerdo a clase,
división
de riesgo, riesgo secundario, número asignado por
la Organización de las Naciones Unidas, así como
las disposiciones especiales a que deberá sujetarse el
transporte de sustancias y materiales y el método de
envase y embalaje. Esta norma es de observancia obligatoria para
los expedidores, transportistas y destinatarios de las
substancias, materiales y residuos peligrosos, que transitan por
las vías generales de comunicación
terrestre.
NOM-005-SCT2-1994: información de
emergencia para el transporte terrestre de sustancias,
materiales y residuos peligrosos que establecen los datos y
descripción de las especificaciones que debe contener la
información de emergencia en transportación para el
caso de incidente o accidente.
NOM-006-SCT2-1994: establece las disposiciones
básicas que deben cumplirse para la revisión
diaria de las unidades destinadas al autotransporte de
substancias, materiales y residuos peligrosos por parte del
conductor para asegurarse que éstas se encuentran en
buenas condiciones mecánicas y de operación. Norma
de observancia obligatoria para los autotransportistas y
conductores de las unidades que transportan substancias,
materiales y residuos peligrosos por las vías generales de
comunicación terrestre.
NOM-010-SCT2-1994: establece las disposiciones de
compatibilidad y segregación que deben aplicarse
para el almacenamiento y transporte de substancias, materiales y
residuos peligrosos, a fin de proteger las vías generales
de comunicación y la seguridad de sus usuarios. Norma de
aplicación obligatoria para los expedidores,
transportistas y destinatarios de las substancias, materiales y
residuos peligrosos que transitan por las vías generales
de comunicación terrestre.
NOM-011-SCT2-1994: establece las disposiciones a
que deberá sujetarse el transporte de sustancias
materiales y residuos peligrosos de las clases 2,3,4,5,6,8 y 9,
en cantidades limitadas, a fin de proteger las vías
generales de comunicación y la seguridad de sus usuarios.
Norma de aplicación obligatoria para los expedidores,
transportistas y destinatarios de las substancias, materiales y
residuos peligrosos que transitan por las vías generales
de comunicación terrestre.
NOM-019-SCT2-1994: establece las disposiciones
generales para la limpieza y control de remanentes de las
unidades que transportan materiales y residuos peligrosos. Norma
de observancia obligatoria para los expedidores, transportistas,
destinatarios y responsables de los centros de lavado o
limpieza.
NOM-021-SCT2-1994: disposiciones generales para
transportar otro tipo de bienes diferentes a las
sustancias, materiales y residuos peligrosos en unidades
destinadas al traslado de materiales y residuos
peligrosos.
NOM-024-SCT2-1994: especificaciones para la
construcción y reconstrucción de los envases y
embalajes que se utilizan para la transportación de
las sustancias, materiales y residuos peligrosos, así como
los métodos de prueba a que son sometidos.
NOM-028-SCT2-1994: establece las disposiciones
especiales para determinar el grupo de riesgo de envase y
embalaje de las sustancias y residuos peligrosos de la clase 3
líquidos inflamables transportados. Norma de
aplicación obligatoria para los expedidores,
transportistas y destinatarios de las sustancias, materiales y
residuos peligrosos de la clase 3 líquidos inflamables y
determinar el tipo de envase y embalaje para su
transportación.
NOM-043-SCT2-1994: establece la
información fundamental que debe contener el Documento
de Embarque, relativa a la designación oficial del
transporte, los riesgos de las sustancias, materiales y residuos
peligrosos que se presenten para su transportación
terrestre y demás datos necesarios para su correcta
identificación. Norma de observancia obligatoria para los
fabricantes o expedidores, generadores, transportistas y
destinatarios de las sustancias, materiales y residuos
peligrosos.
Asimismo, para el transporte de residuos peligrosos es
necesario cumplir con las siguientes normas de etiquetado /
identificación:
NOM-003-SCT2-1994: establece las
características, dimensiones símbolos y colores de
las etiquetas que deben tener todos los envases y
embalajes, que identifican los riesgos que representan durante su
transportación y manejo los materiales y residuos
peligrosos. Norma de aplicación obligatoria para los
expedidores, transportistas y destinatarios de las sustancias,
materiales y residuos peligrosos que transitan por las
vías generales de comunicación
terrestre.
NOM-004-SCT2-1994: establece las
características y dimensiones de los carteles que
deben portar los camiones, las unidades de arrastre, contenedores
cisterna y recipientes intermedios para granel y demás
unidades de autotransporte y de ferrocarril, que identifiquen las
sustancias, materiales y residuos peligrosos que se transportan,
los cuales indiquen los riesgos que representan durante su
traslado. Norma de observancia obligatoria para los expedidores,
transportistas y destinatarios de las sustancias, materiales y
residuos peligrosos que transitan por las vías generales
de comunicación terrestre.
NOM-007-SCT2-1994: establece las
características y especificaciones que se deben cumplir
para el marcado de envases y embalajes destinados al
transporte terrestre de sustancias y residuos peligrosos. Norma
de aplicación obligatoria para los expedidores,
transportistas y destinatarios de las sustancias y residuos
peligrosos, así como de los fabricantes de envases y
embalajes, y responsables de la construcción y
reconstrucción de los envases y embalajes que se utilizan
para la transportación de sustancias, materiales y
residuos peligrosos.
La Secretaría de Salud a su vez ha emitido
normas específicas para el etiquetado y almacenamiento de
plaguicidas y pinturas tintas, lacas y esmaltes:
NOM-003-SSA1-1993: Requisitos que debe satisfacer
el etiquetado de pinturas, tintas, barnices, lacas y
esmaltes.
NOM-049-SSA1-1993 (proyecto): Requisitos
sanitarios para el almacenamiento, distribución, venta y
aplicación de plaguicidas de uso
doméstico.
NOM-050-SSA1-1993 (proyecto): Requisitos
sanitarios para el almacenamiento, distribución, venta y
aplicación de plaguicidas extremada y altamente
peligrosos.
NOM-046-SSA1-1993(proyecto): Plaguicidas -para
uso doméstico- etiquetado.
NOM-055-SSA1-1993 (proyecto): establece los
criterios sanitarios básicos de la información
requerida en las hojas de seguridad para sustancias o productos
químicos.
Prevención y control de la contaminación
del agua
NOM-001-ECOL-1996: establece los limites
máximos permisibles de contaminantes en las descargas de
aguas residuales provenientes de la industria, actividades
agroindustriales, de servicios y el tratamiento de aguas
residuales a los sistemas de drenaje y alcantarillado urbano o
municipal.
NOM-O31-ECOL-1993: establece los limites
máximos permisibles de contaminantes en las descargas de
aguas residuales provenientes de la industria, actividades
agroindustriales, de servicios y el tratamiento de aguas
residuales a los sistemas de drenaje y alcantarillado urbano o
municipal. La presente norma es de observancia obligatoria para
los responsables de las descargas de aguas residuales
provenientes de la industria, actividades agroindustriales, de
servicios y el tratamiento de aguas residuales a los sistemas de
drenaje y alcantarillado urbano o municipal.
Prevención y control de la contaminación
atmosférica
Las emisiones atmosféricas en fuentes fijas
están reguladas por las normas:
NOM-002-ENER-1993: sobre la eficiencia
técnica de calderas, especificaciones y procedimientos de
pruebas.
NOM-043-ECOL-1993: establece los niveles
máximos permisibles de emisión a la
atmósfera de partículas sólidas
provenientes de fuentes fijas.
NOM-085-ECOL-1994: contaminación
atmosférica para fuentes fijas que utilizan combustibles
fósiles sólidos, líquidos o gaseosos o
cualquiera de sus combinaciones, que establece los niveles
máximos permisibles de emisión a la
atmósfera de humos, partículas suspendidas
totales, bióxido de azufre y óxidos de
nitrógeno, y los requisitos y condiciones para la
operación de los equipos de calentamiento indirecto por
combustión, así como los niveles máximos
permisibles de emisión de bióxido de azufre en los
equipos de calentamiento directo por
combustión.
Calidad de combustibles
Con la finalidad de reducir el impacto al ambiente
derivado del uso de combustibles, la calidad de los mismos
está regulada por:
NOM-051-ECOL-1993: establece el nivel
máximo permisible en peso de azufre, en el
combustible líquido gasóleo industrial que se
consuma por las fuentes fijas en la Zona Metropolitana de la
Ciudad de México.
NOM-086-ECOL-1994: que establece la calidad
ecológica de los combustibles fósiles
líquidos o gaseosos que se usan en las fuentes fijas y
móviles.
NOM-EM-118-ECOL-1995 (EMERGENTE): que establece
las especificaciones de protección ambiental que debe
reunir el gas licuado de petróleo que se utiliza en
las fuentes fijas ubicadas en la Zona Metropolitana de la Ciudad
de México.
Protección contra ruido
Las medidas de protección contra ruido se
encuentran regidas por las siguientes normas:
NOM-081-ECOL-1994: establece los límites
máximos permisibles de emisión de ruido de las
fuentes fijas y su método de medición.
NOM-011-STPS-1993: relativa a las condiciones de
seguridad e higiene en los centros de trabajo donde se genere
ruido.
Protección y seguridad en áreas de
trabajo
NOM-001-STPS-1993: relativa a las condiciones de
seguridad e higiene en los edificios, locales, instalaciones y
áreas en los centros de trabajo.
NOM-002-STPS-1993: protección contra
incendios en los centros de trabajo.
NOM-004-STPS-1993: sistema de protección y
disposición de seguridad en la maquinaria, equipos y
accesorios en los centros de trabajo.
Proyectos de Normas Oficiales Mexicanas
Residuos peligrosos
? Revisión de criterios de
caracterización y listado de residuos peligrosos
(NOM-052-ECOL-1993)? Manejo de envases y embalajes que contuvieron
sustancias químicas? Manejo de aceites y lubricantes
usados? Manejo de lodos de plantas de
tratamiento? Manejo de bifenilos policlorados
? Muestreo de residuos para determinar su
peligrosidad? Manejo de solventes residuales
? Listado de actividades altamente
riesgosas
Otras
? Inyección e infiltración de
aguas residuales? Emisiones de óxidos de azufre,
óxidos de nitrógeno y partículas en
procesos de combustión? Emisiones de partículas en procesos
industriales? Especificaciones de combustibles
(revisión de la NOM-086-ECOL-1994)? Manejo de sustancias químicas
altamente riesgosas? Seguridad ambiental en operaciones altamente
riesgosas? Lineamientos generales para el
cargado, distribución y sujeción de las
unidades de autotransporte de materiales y residuos
peligrosos.
Conceptos
Empresariales para el Manejo Integral de los Residuos Peligrosos
e Industriales
El principio de cualquier política de
gestión de residuos es el de evitar su generación,
dando impulso a las medidas de prevención antes que a las
medidas de tratamiento o manejo al "final del tubo". Sin embargo,
generalmente no es posible lograr una generación "cero" ya
que siempre existirá una determinada cantidad de residuos
que debe manejarse en forma adecuada, de acuerdo al volumen
generado y a la peligrosidad de los mismos. Resultado de esto,
surge el concepto de minimización de residuos, como
la reducción de su volumen y/o peligrosidad en el origen
de los residuos.
Los beneficios directos de la reducción y manejo
adecuado de residuos en una empresa, no solo son referentes al
mejoramiento del ambiente, sino que se pueden obtener beneficios
económicos por el ahorro en los costos de tratamiento,
transporte y/o disposición final. Aunado a esto,
también pueden obtenerse beneficios en cuanto al
cumplimiento de la normatividad, reducción del riesgo a
los trabajadores, incremento en la competitividad y prestigio de
la empresa.
La generación y manejo de residuos en una empresa
debe considerarse no solo como un aspecto de protección
ambiental, también debe considerarse como un problema
económico, ya que los costos para el transporte, manejo y
disposición final de residuos han aumentado y
seguirán aumentando en los siguientes años en
México como en el resto del mundo. Por lo cual es
importante considerar estos costos como un factor importante de
planeación para cualquier empresa.
Uno de los instrumentos para elaborar un plan de
minimización y manejo adecuado de residuos es el
"Concepto Empresarial de Manejo Integral de Residuos
Peligrosos e Industriales". Este concepto representa para
las empresas una estrategia para identificar e instrumentar
medidas de minimización y manejo adecuado de residuos que
no se pueden minimizar.
Los puntos importantes que se toman en cuenta en el
desarrollo de un concepto empresarial para el manejo integral de
los residuos se presentan a continuación:
? El tipo de residuos generados
? La cantidad de residuos generados
? El tipo de manejo y costos
generados? Las posibilidades de
minimización
El desarrollo de un concepto empresarial de manejo
integral de los residuos peligrosos e industriales se basa no
sólo en la información referente al volumen y tipo
de residuos, sino también en aquellos datos que sean de
suma importancia para la economía de una empresa (p. ej.
costos de transporte, tratamiento, disposición final,
etc.). El resumen de los costos reales del manejo de los residuos
y el análisis de las posibilidades de ahorro de costos por
la instrumentación de medidas de minimización,
representa un enorme incentivo financiero para las
compañías para instrumentar medidas de
minimización de residuos.
Considerando que la tendencia de los costos para el
manejo y disposición de residuos en México va en
aumento, el desarrollo e instrumentación de este concepto
es una herramienta importante de planeación
económica para las empresas y también un
instrumento de autorregulación ambiental que puede
considerarse como una herramienta eficiente para la
gestión de residuos[1]
Procedimiento
A continuación se enlistan los puntos
básicos para elaborar un Concepto Empresarial de Manejo de
Residuos.
1. Análisis de la situación
actual de la empresa.2. Identificación de los puntos en los
cuales se generan residuos peligrosos o residuos no
peligrosos en gran volumen3. Identificación y evaluación de
las oportunidades de minimización de residuos; y de
las medidas de manejo para los residuos que no ha sido
posible reducir.4. Monitoreo y evaluación del concepto
empresarial de manejo de residuos
Análisis de la situación actual de la
empresa
Entre los trabajos previos se encuentra un
análisis detallado del estado actual de la empresa con
respecto a las cantidades y componentes de cada uno de los
diferentes flujos de materiales y residuos. Para realizar este
diagnóstico la empresa debe recopilar toda aquella
información que puede servir
como base para realizar un análisis cuantitativo
y cualitativo de los materiales empleados y los residuos
generados (tabla 3.1-1).
Tabla 3.11. Fuentes de información a
considerar para elaborar un concepto empresarial de manejo de
residuos.
O bien,
|
Este diagnóstico del estado actual de la empresa
constituye la base para elaborar el Concepto empresarial para el
manejo integral de residuos peligrosos e Industriales, y la toma
de decisiones con respecto a las medidas necesarias para
minimizar la generación de residuos, tomando en cuenta los
costos correspondientes. Una reducción de la cantidad de
residuos y de los costos de manejo en las empresas sólo se
logra si se conocen los diferentes pasos del proceso dentro de
cada una de las etapas de producción.
La evaluación del estado actual de la empresa
incluye:
a) Un balance cuantitativo de los flujos de
materiales existentes en la empresa, es decir, materias
primas, materiales auxiliares, consumos de agua y
energía, productos terminados y residuos.b) Una descripción de la
composición de los materiales mencionados en el punto
anterior principalmente de los residuos: composición,
estado físico, puro o mezclado, clasificación
de los residuos peligrosos que le correspondería de
acuerdo a la NOM-052-ECOL-1993 (ver capítulo
2.2).c) Especificación de los puntos de
generación de residuos, y su manejo actual tanto
interno como externo.d) La determinación específica de
los costos del material de entrada y de los costos generados
por el manejo de los residuos.
Las entradas y salidas de las corrientes de materiales y
su composición deben ser registradas lo más
exactamente posible, mediante la información recopilada.
Para facilitar este paso debe elaborarse un diagrama de flujo que
a grosso modo describa las áreas de producción
individualmente, indicando en estas áreas las materias
primas y materiales auxiliares empleados y los tipos de residuos
generados.
En la figura siguiente se muestra a manera de ejemplo,
un diagrama de flujo de un proceso del giro químico para
la producción de detergentes, en este se pueden
identificar tanto las materias primas empleadas como los
subproductos y residuos generados.
Figura 3.11. Ejemplo de un diagrama de flujo en una
industria del giro químico, productora de
detergentes

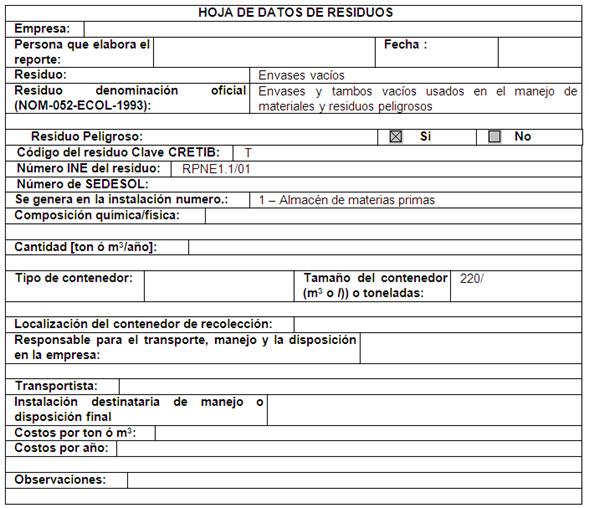
En la tabla siguiente 3.1-2 se presenta la hoja de datos
de residuos por instalación o proceso, en la cual se
recopila la información de los residuos generados en cada
área de producción de la empresa (debe usarse una
hoja por cada instalación). A continuación en la
tabla 3.1-3 se especifican las características de cada uno
de los residuos identificados en todas las áreas indicando
la cantidad total generada y sus costos para el manejo (debe
usarse una hoja por cada residuo).
Tabla 3.12. Hoja de datos de residuos por
instalación.

Tabla 3.13. Hojas de datos por residuo recibidos en
toda la planta.
A continuación se registrarán en una tabla
los materiales empleados, sus cantidades y el precio unitario de
estos, en una tercera columna se colocarán las precios
totales por el consumo de estos materiales, ya sea mensual o
anual. Con esta tabla (tabla 3.1.-4) se podrán identificar
claramente cuáles
son las consumos y costos relevantes en cuanto a
materias primas. Una tabla igual se debe elaborar para los
residuos generados, en la que se podrán identificar
cuáles son los residuos relevantes a considerar, ya sea
por su volumen y/o por sus costos de manejo (tabla
3.1-5).
Tabla 3.14. Lista de residuos en toda la
planta
Residuos | Generación anualTon | Costo unitario | Costo total anual |
El análisis de la empresa también debe
realizarse por instalaciones de producción
individualizado, para las cuales igualmente se elaborarán
las tablas (tablas 3.1-6 y 3.1-7) correspondientes tanto de
materiales como de residuos. En este caso es importante iniciar
con aquellas áreas específicas de la empresa en
donde se ha determinado, con base en el análisis global,
prioridad para la minimización, estas se derivaran de los
datos recabados con las tablas 3.1-2 y 3.1-3.
Tabla 3.15. Lista detallada de materia prima y
materiales auxiliares en la instalación o proceso
"A"
Materia prima y | Consumo por añoTon | Costo unitario | Costo total anual |
Para esta misma área también se debe
elaborar una tabla para los residuos generados.
Tabla 3.16. Lista de residuos en la
instalación o proceso "A"
Residuo | Generación anualTon | Costo unitario | Costo total anual |
Después de hacer el análisis para el
área "A", se puede elaborar el mismo análisis para
el restos de las áreas de producción.
Identificación de los puntos y causas de la
generación de residuos
La evaluación y registro del estado actual de la
empresa, finalmente debe llevar al siguiente
resultado:
? Transparencia de todo el proceso respecto a
los flujos de materiales existentes y su relevancia en la
generación de residuos? Localización de los principales puntos
de entrada de insumos, relevantes en cuanto a la
generación de residuos? Identificación de las fuentes
principales de los residuos considerados como
prioritarios? Identificación de procesos que generan
una cantidad considerable de residuos;? Identificación de procesos con costos
elevados de materia prima y/o con altos costos de manejo de
residuos? Localización de procesos con un alto
porcentaje de productos defectuosos? Localización de procesos que generan
residuos que requieren un manejo especial o que su manejo es
muy costoso.
El análisis anterior también debe
facilitar la identificación de las causas que generan los
residuos, a fin de poder identificar las posibles medidas
correctivas. Entre las posibles causas de generación de
residuos podemos encontrar:
? Causas relativas a los materiales: baja
calidad de materiales, falta de especificaciones de calidad,
mal manejo, almacenamiento y recolecta inadecuados,
etc.? Causas relativas la operación y
mantenimiento: falta de mantenimiento preventivo,
diseño y operación del equipo (equipo
sobrediseñado o subdiseñado, sobrecargas,
etc.), líneas de proceso no organizadas, falta de
espacio, cambios recientes en el proceso, falta de
información, etc.? Causas relativas a las prácticas
operativas: falta de capacitación del personal,
producción bajo presión, riesgos en el trabajo,
falta de motivación de los trabajadores, falta de
comunicación, etc.? Causas relativas a los productos:
diseño de productos, especificaciones de calidad
demasiado altas, empaque y embalaje, etc.? Causas relativas al manejo residuos: mezcla
de residuos, falta de conocimiento sobre residuos peligrosos,
poca valoración de los residuos con posibilidad de
reciclaje, sistemas inadecuados de recolección,
etc.
Identificación de oportunidades de
minimización y opciones de manejo
Con base en el diagnóstico de la situación
actual, pueden diseñarse los conceptos de
minimización propios para cada empresa del giro de
químico.
Las medidas de minimización que pueden deducirse
a partir de esta información pueden dividirse
en:
? Medidas específicas referentes a los
materiales empleados? Medidas referentes a los procesos
? Medidas referentes al control del proceso,
medidas de organización.
Debe procurarse que al identificar y elegir medidas de
minimización y manejo de residuos en la empresa se siga el
orden de prioridad para el manejo de los residuos indicado en la
figura 3.1-2.
Las visitas realizadas a industrias representativas del
giro químico en el marco del presente manual, mostraron
que con medidas que, con poco esfuerzo y con inversiones
pequeñas o recuperables a corto plazo, permiten disminuir
la generación de residuos.
Se pueden obtener éxitos considerables en la
minimización y/o la reducción de la toxicidad de
los residuos aplicando medidas simples como por
ejemplo:
? Procurar que las materias primas empleadas
sean "amigables" al ambiente? Optimizar la gestión de los empaques y
embalajes? Recolectar vidrio, papel y otros tipos de
residuos por separado facilitando así el
reciclaje

Figura 3.12. Esquema de manejo de
residuos
? No mezclando los residuos peligrosos con los
residuos industriales no peligrosos? Optimizar el desarrollo de los
procesos
La identificación y selección de las
medidas básicas de minimización a instrumentar
puede realizarse en el interior de la empresa, con la ayuda de
los responsables y trabajadores de cada área, pues son los
que están más involucrados en el proceso. Sin
embargo también puede recurrirse al apoyo de asesores
externos, literatura especializada, publicaciones del giro o
consultar con las autoridades y cámaras correspondientes
(ver capítulo 9).
Las medidas identificadas deberán ser evaluadas
tanto técnicamente como económicamente, a fin de
establecer los costos reales de su instrumentación
(adquisición y operación) y los ahorros esperados
por esta medida en el aspecto económico y las ventajas o
desventajas técnicas específicas para el
proceso.
En la evaluación de las medidas además de
evaluar las ventajas y desventajas técnicas y
económicas, también deben considerarse los aspectos
que no son cuantificables, pero que sin embargo son
importantes:
Impacto sobre el medio ambiente
Efecto sobre la salud de los trabajadores
Mejora de la calidad de los productos
Reducción del riesgo por el manejo de
sustancias y residuosMejora de la imagen de la empresa, etc.
Monitoreo y
evaluación del concepto de manejo de residuos
Al elaborar e instrumentar un concepto de manejo de
residuos deben considerarse como un proceso continuo de
mejoramiento ambiental en la empresa, que además debe ser
monitoreado y evaluado periódicamente a fin de determinar
la efectividad de las medidas instrumentadas (técnica y
económicamente) y la posibilidad de instrumentación
de nuevas medidas.
Los puntos clave a considerar para la
instrumentación y evaluación de un Concepto
empresarial de manejo integral de residuos peligrosos e
industriales se mencionan a continuación (tabla
3.1-7):
Tabla 3.17. Instrumentación de un Concepto
Empresarial de Manejo de Residuos
|
En los capítulos siguientes (capítulos 4,
5, 6 y 7) se presenta un panorama de los resultados obtenidos a
partir de la elaboración de los Conceptos empresariales
para las empresas visitadas del giro. En los cuales se hace un
descripción de los procesos encontrados, los residuos
generados en estos y las medidas de minimización,
tratamiento o disposición final, recomendadas para el giro
químico.
Descripción de
los procesos relevantes y residuos generados
Se describen a continuación los procesos
más frecuentes y relevantes en cuanto a la
generación de residuos en el giro de la industria
química; la información se obtuvo a partir de
visitas a industrias ubicadas en la Zona Metropolitana de la
Ciudad de México. Por la gran cantidad de procesos
involucrados y sus variantes no es posible tratar a la industria
química de forma completa, por lo cual se ha subdividido
en cinco grandes subgiros, en donde se agrupan procesos y
residuos similares:
I. Productos inorgánicos y materias
orgánicas básicasII. Resinas, adhesivos y
plásticosIII. Aceites, grasas y solventes
IV. Agentes tensoactivos, detergentes y
cosméticosV. Fármacos, plaguicidas y productos
especiales
Así mismo la descripción de los procesos
no pretende ser exhaustiva ya que sólo tiene la
función de identificar el origen de los residuos
generados. Por ello, para casos especiales o problemas
específicos se recomienda consultar a los organismos
enlistados en el capítulo 9.
Productos inorgánicos y materias orgánicas
básicas
Los productos inorgánicos y materiales
orgánicos básicos se producen en el área de
la investigación, principalmente en empresas con
más de cien empleados. Existen empresas que sólo
producen una cantidad reducida de productos inorgánicos, y
empresas que, además de los productos inorgánicos,
también elaboran productos de la química
orgánica.
Productos
Los productos abajo descritos representan un resumen que
ejemplifica a este subgiro. Los productos son principalmente:
ácido fosfórico y polifosfatos sódicos,
carbón activado, cloro, lejías de sosa y clorato de
sodio, silicatos de sodio, sales de cobre, abrasivos, pigmentos
de óxido metálico basándose en zinc y plomo,
otros pigmentos minerales, ácidos, sales y solventes para
los laboratorios, mezclas de sales para el tratamiento
térmico de metales, polvos de metal, ácidos en
diferentes concentraciones, mezclas de pigmentos para los "lotes
master" de la industria del plástico y pinturas de
vidrio.
El ácido fosfórico es una sustancia
empleada en la química para la elaboración de
diferentes fosfatos, utilizados principalmente como
descalcificantes en los detergentes. También se elabora
carbón activado a partir de ácido
fosfórico y material orgánico.
Los productos de cloro y sosa
cáustica se elaboran a partir de una solución
de cloruro sódico mediante el proceso de
cloroálcali por electrólisis y son materias
primarias para elaborar una gran variedad de compuestos
químicos.
Los silicatos de sodio y silicatos de
potasio, son materias usadas en detergentes, se elaboran por
la fusión de arena y carbonato sódico, con
posterior lixiviación.
Del grupo de los pigmentos de óxidos
metálicos, se emplea óxido de zinc en la
industria de cosméticos y en la industria de barnices. Los
pigmentos de óxido de plomo de diferentes grados de
oxidación y por lo tanto, matices de diferentes colores,
se emplean en la elaboración de barniz como anticorrosivo.
Los pigmentos y polvos se elaboran por la evaporación de
los metales con o sin oxidación subsecuente.
Los ácidos se preparan y purifican para el
uso en los laboratorios, principalmente, a través de una
destilación precisa en diferentes grados de
concentración. Las sales se elaboran, por ejemplo,
a partir de productos primarios purificados a través de
neutralización.
Las sales de cobre se elaboran por
lixiviación en ácido clorhídrico de material
de cobre y de residuos que contienen cobre. Después de la
filtración de la solución obtenida, se cristalizan
las sales de cobre y se venden.
Para el mejoramiento de los aceros y de sus aleaciones,
en diferentes procesos de tratamiento térmico se utilizan
mezclas de sales para temple. Estas sales de temple
emiten, con temperaturas arriba del punto de fusión,
carbono y nitrógeno que penetran el acero, produciendo un
temple por el cambio de estructura. Para mayor información
de la descripción del proceso del temple, se remite al
"Concepto de Manejo de Residuos Peligrosos e Industriales para el
Giro de la Fundición". Las mezclas de sales usadas para el
temple contienen, entre otros, cianuros y nitritos.
Los polvos de metales con características
especiales se elaboran a partir de aleaciones especialmente
preparadas, a través del proceso de mecanizado
químico. Mediante los procesos de prensado y sinterizado,
estos polvos pueden emplearse en cuerpos de moldeo con
superficies de formas complicadas.
Los pigmentos de óxidos de fases de mezcla o los
pigmentos minerales, elaborados por fusión de
diferentes sales y minerales, son pigmentos que cristalizan en
una reja de óxido estable y su coloración se debe a
la incrustación de cationes en esta reja. Las ventajas de
los pigmentos minerales son su resistencia a altas temperaturas,
ácidos, lejías y otras sustancias químicas,
así como su resistencia contra la luz y el
clima.
Las mezclas de pigmentos para "lotes master" se
elaboran principalmente de pigmentos orgánicos, materias
auxiliares y las correspondientes sustancias de
plástico.
Los lotes master son mezclas previas o mezclas
generatrices de diferentes sustancias adicionales, en
plásticos correspondientes. En forma de lotes master, la
dosificación para el tratamiento posterior es más
sencillo, dado que estas sustancias se requieren a menudo
sólo en pequeñas cantidades.
Reacciones y procesos seleccionados
Se describen a continuación los procesos
más frecuentes e importantes en las empresas, con
relación a la generación de los
residuos:
El ácido fosfórico se elabora en
una cámara de combustión por oxidación de
fósforo blanco con oxígeno del aire. El
pentóxido de fósforo generado se absorbe en
ácido fosfórico acuoso. El óxido
fosfórico no absorbido se lava, en gran parte, en un
lavador venturi que está conectado a un separador de
gotas. El fósforo empleado en la cámara de
combustión para la oxidación, contiene como
contaminante, entre otros, aproximadamente 0.01% de
arsénico, que se disuelve como arseniato en el
ácido fosfórico. Mediante la adición de
sulfuro de sodio, estos compuestos de arsénico y otros
compuestos de metales pesados como son el cadmio y zinc, se
precipitan como sulfuros que son concentrados en un lecho
filtrante y se eliminan por una empresa autorizada para el manejo
de los residuos. El sulfuro de hidrógeno sobrante se
elimina por ventilación.
Los polifosfatos sódicos, empleados como
descalcificantes en detergentes, se elaboran, en un primer paso
del proceso, a través de la neutralización del
ácido fosfórico con hidróxido de sodio o con
carbonato de sodio. Después de la evaporación de la
solución, en el proceso de calcinación, se produce
la transformación de fosfato de sodio a polifosfato de
sodio. El producto se muele y se empaca para el envío. Por
otro lado los metafosfatos se elaboran por el calentamiento de
fosfatos de sodio.
Para la elaboración de carbón
activado, se mezcla material orgánico con ácido
fosfórico o cloruro de zinc como agentes de
deshidrogenación y se calienta en el horno rotatorio. Por
la transformación con el ácido fosfórico y
al eliminar el agua, se genera un carbón activado, que
antes de ser vendido se lava, se seca y se muele. El ácido
fosfórico generado en el proceso de lavado así como
otros fosfatos contenidos en la solución del lavado se
utilizarán, de ser posible, en otro lugar de la empresa.
El carbón activado que no cumple con la
especificación y la granulación inferior se
reintegra al proceso.
El cloro y la sosa cáustica se
elaboran por la electrólisis de soluciones acuosas de
cloruro de sodio en el proceso de amalgama. El mercurio circula
por la salmuera purificada en celdas de electrólisis. El
mercurio, en función del cátodo, forma amalgamas
con los átomos de metal alcalino, eliminándolas de
la celda de electrólisis. El cloro liberado en la celda de
electrólisis se succiona, se purifica y se emplea en
diferentes formas. El amalgama circula después por un
lavador conectado, desintegrándose en lejía de
sosa, hidrógeno y mercurio. La lejía de sosa y el
hidrógeno se succionan con una pipeta y el mercurio pasa
nuevamente a las celdas de electrólisis. La salmuera
gastada se purifica y se concentra nuevamente. El lodo generado
en la preparación de la salmuera, contiene
mercurio.
En la electrólisis cloro álcali
aplicada en el proceso de amalgama, se generan residuos que
contienen mercurio, que son principalmente impurezas minerales
insolubles, ocasionadas por el empleo de sal gema; lodos de purga
y residuos de filtros en la preparación de la salmuera y
la depuración de la misma; mantequilla de amalgama, lodo
de celdas y productos de condensación de la purga de
éstas; residuos de grafito de la descomposición de
la amalgama y residuos de filtros de la preparación de los
productos y de la depuración de las aguas
residuales.
El tipo y la cantidad de residuos dependen de la
preparación de la salmuera y de las materias primas
empleadas. La sal común por ejemplo, no contiene ganga a
diferencia de la sal gema.
El hipoclorito de sodio para blanquear se elabora por la
adición de cloro elemental en sosa cáustica; el
clorato de sodio se elabora por oxidación
electrolítica de la sosa cáustica.
Los residuos principales en la elaboración de
cloro y de sosa cáustica, en el proceso de amalgama, son
los lodos de la preparación del agua y de la salmuera. Los
principales contaminantes son minerales insolubles que se
presentan por el uso de sales gema, de compuestos de calcio y
magnesio como agentes de temple del agua empleada, y de
compuestos de hierro, de aluminio, de cromo y de magnesio que
interfieren con el proceso y se precipitan en forma de
hidróxidos. En la concentración de las salmueras
que circulan a través de las celdas de
electrólisis, se genera un lodo que contiene
mercurio.
Los silicatos de sodio y los silicatos de
potasio se funden por una mezcla de arena y carbonato
sódico con una temperatura aproximada de 1400 ºC en
un horno de cinta sin fin. La fusión enfriada, que se
presenta como granulado o en forma de pastilla, se lixivia con
agua. En caso necesario, la solución obtenida puede
evaporizarse para obtener una mayor concentración. Los
lodos generados en el proceso de lixiviación se secan y se
utilizan nuevamente en el proceso de fusión. Los productos
terminados se emplean en detergentes, productos de limpieza o
para el desengrase de metales.
Los abrasivos se elaboran mezclando los
componentes abrasivos como incrustación en o sobre
sustancias portadoras, en forma combinada de cera o de resina,
así como en combinación cerámica.
Las sales de cobre se elaboran por
lixiviación de cobre crudo, de sustancias residuales y
hierros viejos, en reactores de plástico, reforzados con
fibra de vidrio. Como agente de lixiviación se utiliza
ácido clorhídrico. La reacción tarda varias
horas. La lejía generatriz así producida se filtra
y se evapora. Durante el proceso de evaporación se
cristaliza cloruro de cobre. La lejía generatriz se
filtra, la masa de cristal se purifica a través de
centrifugación y se seca.
Los polvos de zinc y los polvos de
óxido de zinc se elaboran a partir del vapor de zinc
que emana del horno. Si se precipita el vapor de zinc en
cámaras cerradas sin aire, se obtiene el polvo de zinc. Si
el vapor de zinc permanece el suficiente tiempo en el aire, se
oxida y se genera el óxido de zinc que se precipita a
través de filtros. Estos productos se venden en bolsas de
25 kg o en cubetas. El polvo de zinc se emplea en la
elaboración de pinturas anticorrosivas y el polvo de
óxido de zinc se emplea como un pigmento y como sustancia
de saponificación en la elaboración de pinturas al
óleo, así como en productos cerámicos y
cosméticos.
Los restos de zinc, de óxido de zinc y de la
fusión del zinc se diluyen en ácido
clorhídrico concentrado. El cloruro de zinc que se
forma, contiene hierro como contaminante, que se precipita en
forma de hidróxido de hierro, el cual se torna insoluble
agregando amoniaco. El hidróxido de hierro se elimina a
través de un lecho filtrante. El cloruro de zinc se
emplea, entre otros, en aguas para soldar y en los baños
de teñido en la industria textil.
Los pigmentos de óxido de plomo se
elaboran por la oxidación del vapor de plomo, generado en
un horno. La temperatura de oxidación es aproximadamente
de 400 hasta 450 ºC. El color del pigmento depende de la
temperatura de oxidación y del grado de oxidación
del óxido de plomo. Por la toxicidad de los óxidos
de plomo, se deberán usar solamente en pinturas
anticorrosivas. La tendencia en el uso de pigmentos de colores
puros, está cambiando hacia la formulación de
pinturas con pigmentos no tóxicos.
En el caso de la elaboración de los polvos de
metal, una aleación especial de plata y elementos de
aleación se funden a una temperatura de 800 ºC y el
metal líquido se vacía en barras. Mediante un
proceso de mecanizado químico de estas barras se elabora
el polvo de plata, que se prensa, después de un lavado con
ácido, en forma de pellets.
Las sales para el tratamiento térmico de
metales contienen, junto con otras sales, cianuros, cianatos y
nitritos. Las mezclas especiales de sal se elaboran mediante los
procesos de molienda y mezclado. Las plantas para la molienda y
el mezclado están equipadas con un extractor de polvo. En
la purga de las plantas se generan aguas residuales con cianuro y
nitrito, que se recolectan por separado y se
desintoxican.
Los ácidos que se requieren en la
química analítica para preparaciones en laboratorio
y además en grado industrial, como ácido
clorhídrico, ácido sulfúrico, ácido
nítrico y ácido acético, se purifican en un
proceso de destilación con adición de ácidos
crudos y se ajustan a concentraciones definidas. Los vapores de
los ácidos se absorben en un lavador y los lodos generados
de la destilación se neutralizan y se apartan.
Las sales, que se emplean principalmente para
fines analíticos en el laboratorio, se elaboran mediante
la mezcla y la reacción de diferentes sustancias
químicas primarias en un medio acuoso. Las sales
precipitadas o cristalizadas se centrifugan, en su caso agregando
solventes orgánicos. El agua de la preparación se
puede utilizar en algunos casos para la siguiente
reacción.
Los pigmentos de óxidos a partir de fases
de mezcla, conocidos también como pigmentos minerales, se
elaboran por la reacción de diferentes óxidos en el
estado líquido de fusión, con temperaturas entre
800 y 1440 ºC. La elaboración de los pigmentos en la
fusión resulta mucho más fácil, cuanto
más fino se muelan las materias primarias y más
intensamente se mezclen.
En general la composición de las aguas residuales
generadas en las empresas de este subgiro es muy variable, lo
cual depende del producto elaborado. Antes de cualquier
tratamiento de las aguas residuales se requiere, por lo tanto, de
una caracterización de las mismas para determinar las
sustancias químicas adecuadas para su
tratamiento.
Residuos generados
- Áreas de generación de
residuos
A continuación se enlistan los residuos generados
en las industrias visitadas del subgiro productos
inorgánicos y materias orgánicas básicas de
acuerdo al proceso o área donde se generan. Esta
clasificación muestra los residuos típicos en cada
área y puede servir como aproximación para calcular
los costos de disposición para los distintos residuos por
área.
Los diagramas de flujo facilitan la comprensión
de la forma en que se relacionan entre sí las distintas
etapas que componen un proceso. Un diagrama de flujo es un
herramienta útil a la hora de analizar todo el proceso
productivo y sus principales características. A
través del diagrama de flujo de los diferentes procesos
unitarios, se identificaron las áreas de generación
de los residuos tanto peligrosos como no peligrosos.
También son importantes para identificar las oportunidades
de minimización y manejo adecuado de las materias y
residuos generados.
Los residuos listados en las siguientes tablas se
refieren a la denominación interna, es decir, al nombre en
como son clasificados dentro de las empresas
generadoras.
Tabla 4.11. Residuos que se generan en el
almacén de materia prima
|
Tabla 4.12. Residuos generados en la
producción
|
Tabla 4.13. Residuos generados en el tratamiento de
aguas residuales
? Lodos de tratamiento de aguas residuales y/o ? Lodos del tratamiento de aguas |
Tabla 4.14. Residuos generados en el taller, el
mantenimiento y en áreas no
específicas
? Aceites lubricantes gastados ? Material de empaque de materia prima, malla ? Residuo de lavado de solventes ? Residuos de fibras de asbestos ? Residuos sólidos municipales ? Solventes
|
- Clasificación oficial de los
residuos
Para la declaración de un residuo en el marco de
la autorización y de la clasificación para su
gestión dada por la autoridad competente, es importante
que se clasifique el residuo con el número correcto del
listado mexicano de tipos de residuos peligrosos. La siguiente
lista da un resumen sobre los tipos de residuos en este subgiro,
sus números INE y, en su caso, la denominación
interna en las empresas. Tiene la finalidad de brindar un manejo
más fácil de la clasificación del residuo
para el usuario del presente manual.
Las tablas siguientes resume los tipos de residuos
más importantes generados en la industria química
en el subgiro de los productos inorgánicos y materias
orgánicas básicas, clasificándolos
según las claves de residuos correspondientes a la
NOM-052-ECOL-1993.
Las clasificaciones se dividieron en tres tablas. La
primera tabla contiene los residuos listados en los anexos de la
NOM052-ECOL-1993, la segunda contiene los residuos clasificados
como peligrosos según los criterios CRETIB, y la tercera
aquellos residuos que, según la legislación
mexicana, no están especificados como peligrosos, pero que
en la clasificación alemana, de acuerdo con el Reglamento
General para el Manejo de Residuos "TA Abfall", son residuos
tóxicos y peligrosos; además en esta tabla se hace
referencia con la clave CRETIB que les
correspondería.
Tabla 4.15. Clasificación de los residuos
generados en el subgiro "Productos inorgánicos y materias
químicas básicas", con los números INE, de
acuerdo a la NOM-052-ECOL-1993.

Tabla 4.16. Clasificación de los residuos
generados en el subgiro "Productos inorgánicos y materias
químicas básicas", que cumplen con un criterio
CRETIB

Tabla 4.17. Residuos del subgiro "Productos
inorgánicos, materias químicas primarias",
clasificados como peligrosos según la legislación
alemana pero no especificados por la mexicana
Código | Tipo de | |
(R) | Costra de zinc | |
(T, I) | Guantes de carnaza y plástico con | |
(T) | Lámparas fluorescentes | |
(T) | Lodos provenientes de la producción (lodos | |
(T) | Pasta de sales cúpricas | |
(R) | Polvo de zinc | |
(T) | Polvos (fritas cerámicas) | |
(T) | Sales cúpricas | |
(C) | Tierras de cloro cúprico | |
Resinas, adhesivos y plásticos
Productos
En el área de estudio, las resinas, los
plásticos y los adhesivos se elaboran, en su mayor parte,
en la pequeña y mediana empresa, con un número de
empleados de entre 15 y 200, aproximadamente.
Todos los productos de este subgiro se caracterizan por
ser compuestos de elevado peso molecular, elaborados por
policondensación, poliadición o
polimerización por radicales libres. Por lo tanto, se
presentarán estos productos en conjunto.
La elaboración se realiza en mezcladores y
reactores en el proceso por lotes, a diferentes temperaturas y
presiones. También los tiempos de reacción son muy
variados. En las empresas visitadas, se fabrican los productos y
subproductos que a continuación se describen. Por
supuesto, en el marco de las visitas a las empresas no fue
posible registrar todos los productos, pero la lista ofrece un
panorama general de la gama de los productos.
1. Las resinas de poliéster (resina
poliéster ortoftálica, resina poliéster
isoftálica, resina poliéster cloréndica,
resina poliéster isoftálica
modificada).2. Resinas acrílicas.
3. Prepolímeros de poliamida.
4. Resinas epóxicas y
plastisoles.5. Prepolímeros de uretano y
adhesivos.6. Resinas de poliuretano.
7. Resinas fenólicas.
8. Recubrimientos,
impermeabilizantes.
Se omiten las ecuaciones de reacción en la
descripción de los procesos de reacción que se
presentan a continuación. El breve resumen sólo
tendrá la función de explicar el origen de cada uno
de los residuos generados. Si se requiere profundizar el
conocimiento de los procesos de producción se pueden
consultar manuales técnicos de química
orgánica. Por otro lado las empresas de este subgiro
están familiarizadas con estos procesos. Los
poliésteres se elaboran por la condensación del
ácido dicarboxílico o de anhídridos de
ácido y de alcoholes polivalentes (polioles). Abarcan
desde una amplia gama de productos de poliésteres lineales
de elevado peso molecular, utilizados como material
termoplástico, hasta poliésteres lineales, ligera o
ampliamente ramificados. Se elaboran en reactores que se
calientan lentamente (aproximadamente 10°C/h). Las
temperaturas finales de la reacción son de aproximadamente
200°C y en algunos casos mayores. Las condiciones exactas
dependen siempre de la reactividad de los componentes usados y de
la calidad deseada del producto.
Tanto por los ácidos orgánicos como por la
temperatura, los reactores sufren altas cargas mecánicas y
de materiales.
Las resinas epóxicas son polímeros
que presentan uno o varios grupos de epóxidos en cada
molécula. Las resinas pueden ser endurecidas por la
formación de estructuras tridimensionales, a través
de las reacciones con aminas, mercaptanos o anhídridos de
ácido bajo el efecto catalítico de una amina
terciaria. A través de la adición de estos agentes
de endurecimiento, las resinas epóxicas se
transformarán en duroplásticos con diferentes
cualidades (dependiendo del tipo de la resina y del medio de
encadenamiento); esta característica las vuelve materiales
valiosos. Pueden emplearse, por ejemplo, como uno de los
constituyentes de los llamados adhesivos de dos
componentes.
Las resinas epóxicas endurecidas se caracterizan
por su ausencia de tensión, resistencia a la rotura y alta
resistencia contra golpes.
Reacciones y procesos seleccionados
A continuación se describen algunos de los
procesos realizados en las empresas, a manera de
ejemplo.
El proceso de reacción para la producción
de resinas de poliéster se inicia por
polimerización mediante radicales libres de
monómeros, ya cargados con grupos ésteres, pero no
saturados, y que llegarán a la reacción por
iniciadores radicales adecuados. Los pesos moleculares, en
general, son más altos, pero el control de la
reacción es más difícil, ya que
fácilmente se pueden producir "polimerizaciones
continuas", como por ejemplo en los ésteres
acrílicos, que por un lado, vuelven la carga inservible, y
por otro lado, causan enormes problemas en la purga de la
planta.
El agua generada en la elaboración de los
poliésteres se tiene que eliminar del proceso, en caso
contrario, los poliésteres se vuelven a hidrolizar en
ácidos carboxílicos o polioles, es decir, la
reacción puede transcurrir en sentido inverso. El agua
eliminada contiene productos de reacción y de
descomposición, así como polioles sobrantes,
aldehídos de elevado peso molecular y cetonas. Estos
productos tienen un olor intenso, pero en general son
susceptibles a una fácil degradación
biológica.
Para la elaboración de las resinas
epóxicas, se mezclan los productos crudos con
ingredientes de relleno y solventes. Los agentes endurecedores de
las resinas epóxicas (por ejemplo diaminas, triaminas o
mercaptanos) se elaboran en cantidades menores mezclando
diferentes materias primas a una temperatura aproximada de 40oC.
El endurecimiento se realiza exotérmicamente, es decir,
liberando calor.
La elaboración de plastisoles se realiza
mezclando resinas epóxicas y diferentes materias
suplementarias. El mezclador se limpia manualmente con
solventes.
En la esterificación de glicoles y
anhídrido ftálico, bajo adición de
aditivos, los productos se alimentan en el reactor. El reactor se
hace inerte y se calienta. El rango de calentamiento es de
10°C/h, a partir de una temperatura de 100 °C se agita.
Al llegar a la temperatura final de 200°C, se revisa si el
producto tiene las características requeridas.
Posteriormente, la carga se enfría hasta 180°C y se
adelgaza el producto con un solvente. Después de este
proceso aún se pueden realizar correcciones para cumplir
con las exigencias especificadas.
Los adhesivos se elaboran en mezcladores de
resinas y solventes diversos. Las resinas existentes que forman
la base, son las ya mencionadas resinas epóxicas,
poliuretanos y también poliacrilatos, que se elaboran
in situ por polimerización de radicales libres.
Los mezcladores pueden ser equipados con una columna de
refrigeración que condensa los solventes ascendentes y los
regresa al mezclador. El producto terminado se bombea por
tuberías flexibles a los tanques y se introduce en
empaques para la venta. Los adhesivos se pueden elaborar en base
agua o en base solvente. Los mezcladores trabajan a temperatura
ambiente y están equipados con un condensador enfriado por
agua que minimiza el desprendimiento de los solventes
orgánicos. Dependiendo del uso de los solventes, los
mezcladores están construidos a prueba de
explosión.
En la elaboración de prepolímeros de
uretano, se induce la reacción de polioles con
diisocianatos en un reactor a temperaturas elevadas y se controla
el equilibrio molecular de la reacción a través de
la estequiometría.
Las resinas de poliuretano se elaboran de
diisocianatos y polioles, a una temperatura de 120 oC. El reactor
se calienta con aceite térmico, vigilando constantemente
la temperatura, la presión y la viscosidad. La
elaboración se realiza con o sin adición de
solventes. Los diisocianatos reaccionan con resinas
alquídicas que contienen todavía grupos
hidróxilos reactivos convirtiéndose en resinas
alquídicas de uretano que se emplean, entre otros, en la
industria del barniz. Las características de las resinas
de uretano dependen del tipo de isocianatos empleados y del
número de grupos hidróxilos reactivos. Al final de
la reacción se regula la viscosidad por la adición
de solventes. El producto se llena en envases de 20 kg o en
tambos de 200 l. El reactor se purga con solventes que se
procesan, en caso de estar contaminados, externamente por
destilación.
Las resinas fenólicas (resinas
fenoplásticas) se elaboran por la condensación de
fenoles y de aldehídos (generalmente formaldehído)
en una solución acuosa, en solventes orgánicos o en
la frita. El producto contiene el grupo característico de
CH2 entre los dos anillos de fenol, es decir, la reacción
se produce bajo deshidratación. Dependiendo de las
características de las resinas, se agregan aditivos. La
temperatura de condensación oscila entre 20 y 280 oC.
Durante la reacción de condensación puede
originarse mucho calor que se tiene que disipar con las medidas
adecuadas. El reactor está equipado con un condensador que
impide el desprendimiento de los insumos, especialmente de los
solventes. Para un manejo seguro del proceso, siempre se adiciona
primero el fenol en el reactor y después se agrega
lentamente el aldehído.
En la producción de resinas fenólicas, se
generan aguas residuales que pueden contener fenoles, sales,
lejías, ácidos y solventes orgánicos. Estas
aguas residuales tóxicas se tienen que tratar. La
rápida degradación biológica de los fenoles
se logra por bacterias especialmente adaptadas, por lo que este
tipo de tratamiento de las aguas residuales parece
adecuado.
Los recubrimientos e impermeabilizantes se
elaboran por la mezcla de aceites sintéticos, resinas,
caucho y materiales suplementarios con agitación, a una
temperatura aproximada de 120 oC. Posteriormente, se realiza una
extrusión a cintas y placas. Otros impermeabilizantes se
elaboran por la agitación de resinas, solventes e
ingredientes de relleno. Los medios de protección para
construcciones se elaboran sobre la base de emulsiones de
asfalto, con agitación.
Residuos generados
- Áreas de generación de
residuos
A continuación se enlistan los residuos generados
en las industrias visitadas del subgiro de resinas, adhesivos y
plásticos de acuerdo al proceso o área donde se
generan. Esta clasificación muestra los residuos
típicos en cada área y puede servir como
aproximación para calcular los costos de
disposición para los distintos residuos por área,
usando las tabla que se presenta en el capítulo
7.
Los diagramas de flujo facilitan la comprensión
de la forma en que se relacionan entre sí las distintas
etapas que componen un proceso. Un diagrama de flujo es un
herramienta útil a la hora de analizar todo el proceso
productivo y sus principales características. A
través del diagrama de flujo de los diferentes procesos
unitarios, se identificaron las áreas de generación
de los residuos tanto peligrosos como no peligrosos.
También son importantes para identificar las oportunidades
de minimización y manejo adecuado de las materias y
residuos generados.
Los residuos listados en las siguientes tablas se
refieren a la denominación interna, es decir, al nombre en
como son clasificados dentro de las empresas
generadoras.
Tabla 4.21. Residuos generados en el almacén
de materia prima
? Bolsas de papel impregnadas con resinas ? Latas impregnadas con producto ? Material de empaque de materia prima ? Sacos de papel con remanentes de cloruro ? Sacos de polipropileno con residuos de cloruro ? Tambos metálicos impregnados con |
Tabla 4.22. Residuos generados en el área de
la producción
? Absorbente para resinas ? Aceite lubricante gastado ? Aceite hidráulico quemado ? Aceite térmico gastado ? Adhesivo gelado ? Aminas ? Estopas impregnadas con solvente, aceite y/o ? Líquido inflamable ? Lodos de agua del proceso de filtrado ? Materias auxiliares ? Mezcla de solventes (thinner) ? Mezcla de solventes (tolueno, acetato de ? Mezcla de diferentes remanentes de colorantes en ? Mezcla de resinas epóxicas ? Plástico termofijo, poliuretano con ? Poliuretanos ? Polvos del sistema colector ? Resinas ? Solución con colorante base ? Solvente con residuos de resinas de ? Solvente sucio |
Tabla 4.23. Residuos generados en el área del
taller, del mantenimiento y otras áreas no
especificadas
? Basura municipal ? Residuo del lavador de gases del proceso de |
Tabla 4.24. Residuos generados en el área de
tratamiento de aguas residuales
? Aguas residuales con fenol, metanol y ? Aguas de proceso conteniendo fenoles y sales |
- Clasificación oficial de los
residuos
Para la declaración de un residuo en el marco del
manifiesto de generación de residuos y de la
clasificación para su gestión dada por la autoridad
competente, es importante que se clasifique el residuo con la
clave correcta según la NOM-052-ECIL-1993,
características y listado mexicano de residuos peligrosos.
La siguiente lista da un resumen sobre los tipos de residuos en
este subgiro, sus números INE y, en su caso, la
denominación interna en las empresas. Tiene la finalidad
de brindar un manejo más fácil de la
clasificación del residuo para el usuario del presente
manual.
Las tablas siguientes resume los tipos de residuos
más importantes generados en la industria
química en el subgiro de resinas, adhesivos y
plásticos, clasificándolos según las
claves de residuos correspondientes a la
NOM-052-ECOL-1993.
La clasificación se dividió en tres
tablas. La primera tabla contiene los residuos listados en los
anexos de la NOM052-ECOL-1993, la segunda contiene los residuos
clasificados como peligrosos según los criterios CRETIB, y
la tercera aquellos residuos que, según la
legislación mexicana, no están especificados como
peligrosos, pero que en la clasificación alemana, de
acuerdo con el Reglamento General para el Manejo de Residuos "TA
Abfall", son residuos tóxicos y peligrosos; además
en esta tabla se hace referencia con la clave CRETIB que les
correspondería.
Tabla 4.25. Clasificación de los residuos
generados en el subgiro "Resinas, adhesivos y plásticos",
de acuerdo a los números INE según la
NOM-052-ECOL-1993
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |