Prueba de hipótesis y SPC control estadístico del proceso (página 2)
i
las propuestas se entregaran al cliente
dentro de 5 días contra entrega mayor
de 5 días
Error Tipo I:
Error Tipo II:
Ha:
Ho: µdentro 5 días = µ> 5 días
µdentro 5 días µ> 5 días
Preguntas del concursante equipo
Pregunta 1: ¿Cuándo ocurre el error Tipo I?
Pregunta 2: ¿Cuándo ocurre el error Tipo II?
Ocurre cuando usted decide que hay
diferencia en la proporción de ganadas
cuando la verdad es que no hay diferencia
Ocurre cuando usted decide que no hay
diferencia en la proporción de ganadas
cuando la verdad es que si hay diferencia
12

¿Ocurrió por casualidad
esta relación de X y Y
que observe?
Su decisión
“No rechazar Ho”
Ho Verdadera
La
verdad
Ho Falsa
Rechazar Ho
¿Por que es necesaria esa cosa de la Prueba de Hipótesis?
Todo lo que siempre fue…
Todo lo que siempre será…
La verdad
Cuando estamos
buscando X’s
importantes, no sabemos
si son importantes o no
Seleccionamos una
muestra y tomamos
la decisión. Dado
que no sabemos la
verdad, existe un
riesgo en esta
decisión
13

a
es el “ Valor P ” Critico !!!
Nivel de Significancia (a )
Generalmente:
• Nos gustaría que hubiera menos del 10% de probabilidad de
que estas observaciones hubieran ocurrido al azar (a = .10).
• Cinco por ciento es mucho más confortable (a = .05).
• Con uno por ciento, uno se siente muy bien (a = .01).
• Este nivel de alfa se basa en nuestro supuesto de “no existe
diferencia” y en alguna distribución de referencia.
• Pero, depende de intereses y consecuencias
14
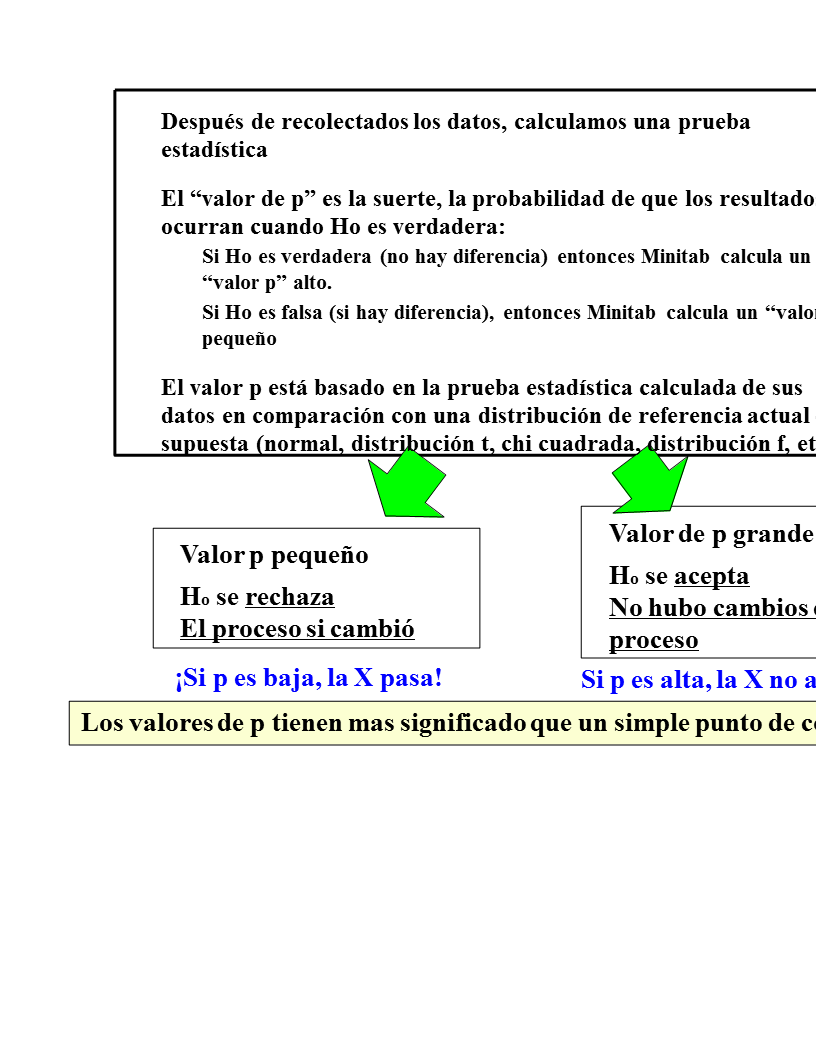
Después de recolectados los datos, calculamos una prueba
estadística
El “valor de p” es la suerte, la probabilidad de que los resultados
ocurran cuando Ho es verdadera:
Si Ho es verdadera (no hay diferencia) entonces Minitab calcula un
“valor p” alto.
Si Ho es falsa (si hay diferencia), entonces Minitab calcula un “valor p”
pequeño
El valor p está basado en la prueba estadística calculada de sus
datos en comparación con una distribución de referencia actual o
supuesta (normal, distribución t, chi cuadrada, distribución f, etc.).
Los valores de p tienen mas significado que un simple punto de corte.
Valor de p grande
Ho se acepta
No hubo cambios en el
proceso
Si p es alta, la X no aplica!
Valor p pequeño
Ho se rechaza
El proceso si cambió
¡Si p es baja, la X pasa!
15

Ho=µ maquina
= µ20
Pruebas de Hipótesis
Ejemplo:
Los siguientes datos representan un conjunto de 10 muestras tomadas de 1
Maquina haciendo la misma parte. La especificacion para la
Longitud es de 20 mm. La hipotesis nula Ho dice que si cumple con la espe-
cificacion, y la alternativa dice que es diferente a 20mm.
Donde en representacion matematica es:
Debemos realizar el estudio de prueba de hipotesis para saber la verdad.
(Ver pasos siguientes para determinar la hipotesis Ho).
16
maquina
Ho:µ
? µ20

Paso 1
Paso 2
Pruebas de Hipótesis
17
Conclusión: Si el valor de P>.05 consideramos que Ho es verdadera y Ha se rehaza.

Pruebas de Hipótesis
Paso 3
18

Pruebas de Hipótesis
Ejemplo 2
Durante una auditoria al sistema de calidad el auditado dijo que la empresa estaba contestando las acciones
correctivas de clientes en un periodo =< 30 dias, sin embargo el auditor dijo que el periodo en responder era
>30 dias. Para lo cual se revisaron los periodos de las ultimas 15 quejas contestadas.
Ho=µ periodo de respuesta
= 30
1
2
3
19

Pruebas de Hipótesis
Conclusion: Debido a que P>.05 Ha se rechaza, y por lo tanto Ho se considera verdadera.
20

SPC (Control
Estadístico del
Proceso)

SPC
E(S)= “Estadístico” La aplicación de técnicas estadísticas (matemáticas) para medir y analizar la variación o cambios
en los procesos a través del uso de números y datos.
P = “Proceso” Cualquier combinación de máquinas, herramientas, métodos, materiales y/o personal empleado para
realizar táreas específicas en un producto o servicio. Algunos procesos son de manufactura, algunos son procesos
de servicio, mientras que otros son operaciones de soporte comunes a ambos
C = “Control” Controlando un proceso usando el ciclo de retroalimentación a través del cual medimos el desempeño
real, lo comparamos con un estándar y actuamos sobre la diferencia o el cambio. Mientras más pronto
respondamos al cambio respecto del estándar, más uniforme será la calidad en el producto o servicio.
SPC: Es un método eficiente de recolección y análisis de datos. Se puede aplicar a cualquier cosa expresada en
números. Su aplicación va más allá de manufactura, incluyendo compras, control de producción, personal,
contabilidad, ventas, etc.
1

SPC
¿Qué es una Gráfica de Control?
Es la representación gráfica de una característica de un proceso.
Representa a un proceso mostrando si solo están presentes causas
comunes de variación.
Le dice si algo está cambiando en su proceso y en que momento está
sucediendo tal cambio.
No le dice que está causando el cambio y si este es “bueno” o “malo”.
2

SampleMean
Media
20
0
Límite de Control
Inferior
615
605
595
585
10
Sample Number
X-bar Chart for KPOV
UCL=613.6
X=599.1
LCL=584.6
Superior
SPC
Componentes de una Gráfica de Control
Límite de Control
3

•
•
•
SPC
Aplicaciones de Graficas de Control
Asisten al determinar si un proceso ha estado operando dentro de control estadístico.
Separan las ‘causas comunes’ de variación de las ‘causas especiales’ de variación.
Ayudan a lograr y mantener control estadístico.
Beneficios de los Sistemas de Gráficas de Control
Técnica comprobada para mejorar la productividad
Efectiva para prevenir defectos
Evita ajustes innecesarios al proceso
Proporciona información de diagnóstico
Proporciona información acerca de la capacidad del proceso
4

SPC
Causas Comunes vs. Causas Especiales de Variación
Por qué invertir tiempo identificando si la variación en un proceso es debida a causas
comunes o especiales?
Prueba para detectar causas especiales…
1)
2)
Recolecte, grafique, y clasifique cuando menos 30 datos y asegurese de que pasan las pruebas
de normalidad y calcule los límites de control. Típicamente, esto incluye calcular la media, la
desviación estándar, y entonces ir “arriba y abajo” 3 desviaciones estándar de la media.
Aplique las siguientes pruebas: (si alguna pasa, la variación se dice que es causa especial por
naturaleza)
2.1) Cualquier punto que caiga fuera de los límites de control.
2.2) 7 puntos consecutivamente incrementando o decreciendo.
2.3) 7 puntos consecutivos en un lado de la media (no la meta).
2.4) 14 puntos consecutivos en forma de “serrucho”.
5

1)
2)
3)
SPC
Causas Comunes vs. Causas Especiales de Variación
Tres estrategias para reducir las causas comunes de variación…
Estratificación – examinando las diferentes características respecto la salida del proceso,
tales como que día de la semana ocurrió la variación más alta o cual estilo/parte generó la
mayor variación. Típicamente, las gráficas de Pareto son muy útiles cuando se estratifican
los datos
Disgregación – dividir un proceso en sus componentes y estudiar la variación en cada paso
del proceso. Se relaciona muy seguido con estudios de capacidad y de rendimiento. Los
Diagramas de Flujo, los histogramas, y las gráficas de pareto son muy útiles al desintegrar
los datos.
Experimentación – cambiando algunos factores en diferentes niveles y analizando los
resultados y los efectos. La Experimentación puede resultar costosa y lo común es que se
intente únicamente después de haber hecho la estratificación y/o la disgregación.
6

20
10
0
UCL
LCL
20
10
0
SPC
Interpretando Gráficos
UCL
LCL
ObservationNumber
Patrón Cíclico:
Se observan ciclos repetidos en la gráfica. Esta
configuración puede ser el resultado de un
cambio sistemático como temperatura, fatiga
del operador, rotación regular de operadores
y/o máquinas, fluctuaciones de voltaje o
presión, etc…
ObservationNumber
Mezcla:
Se observa que la mayoría de los puntos tienden a caer muy
cerca de los límites de control, y relativamente pocos cerca
de la línea central. Una condición de mezcla la generan dos o
más distribuciones que se traslapan generando la salida del
proceso. La severidad de este
modelo depende de qué tanto se traslapen las distribuciones.
Algunas veces la mezcla es el resultado de un “sobre-
control”, donde los operadores hacen demasiados ajustes al
proceso muy frecuentemente respondiendo a la variación
normal en lugar de reaccionar a las causas asignables
unicamente.
7

SampleMean
SampleMean
SampleMean
5
0
25
25
20
20
5
0
75
75
70
70
65
65
10 15
10 15
SampleNumber
SampleNumber
UCL=77.20
UCL=77.20
X=70.91
X=70.91
LCL=64.62
LCL=64.62
25
20
15
10
5
0
80
70
60
50
SampleNumber
UCL=77.27
X=70.98
LCL=64.70
Variación Controlada
X-Bar Chart for Process A
Variación No Controlada
X-Bar Chart for Process B
Causas Especiales
SPC
8

20
0
10
Observation Number
UCL
LCL
Cambios en el Nivel del
proceso:
El promedio del proceso cambia a
un nuevo nivel. Estos cambios
resultan por la introducción
de algo nuevo: operadores,
materiales, métodos, máquinas,
etc. También puede ser un
cambio en los métodos de
inspección o cambio de estándares
por mejoras al proceso.
15
0
5 10
Observation Number
SPC
Interpretando Gráficos
UCL
LCL
Tendencia:
Movimiento continuo en una dirección.
Las tendencias son ocasionadas
usualmente
por el desgaste gradual de una herramienta
o el deterioro de algún otro componente
crítico del proceso. Las tendencias pueden
resultar también por las influencias de la
estación del año, tales como temperatura.
9

SPC
Interpretando Gráficos
20
10
0
UCL
LCL
ObservationNumber
Estratificación:
Los puntos graficados tienen la tendencia a
agruparse cerca de la línea central.
Una causa potencial de la estratificación es
el cálculo incorrecto de los límites
de control. También puede ser que el proceso
ha mejorado y su distribución ya
es más angosta. De cualquier forma, se
deben recalcular los límites de control.
10

SPC
Gráficas de Control para Datos Variables
X-barra
–
–
Mide el objetivo o el centro del proceso
Verifica el cambio en la Media de la variable a través del tiempo
Individuales
–
–
Similar a la X-barra
Grafica puntos individuales en lugar de la Media
Mediana
–
–
Similar a la X-barra
Grafica todos los puntos en la muestra y el punto de en medio se encierra en un círculo
Rango
–
–
–
Se usa con la gráfica X-barra
Verifica la variabilidad del proceso a través del tiempo
Mide la ganancia o pérdida de uniformidad
Sigma
–
–
Similar a la gráfica de Rango
Usa la estimación de Sigma de la muestra
Rango Móvil
–
–
–
Similar a la gráfica de Rango
Se grafica un rango nuevo con cada punto consecutivo
Se usa con la gráfica individual
11

Abra el archivo:
Individ.mtw
Stat > Control Charts > I-MR
Variable = x1
SPC
Ejercicio en Minitab – Individuales
12

Individuals
MovingRange
20
10
11
10
9
8
7
6
5
Observation0
3
2
1
0
UCL=10.53
MU=7.880
LCL=5.234
UCL=3.250
R=0.9947
LCL=0.000
SPC
Ejercicio en Minitab – Individuales
Iand MR Chart for: x1
13

SPC
Ejercicio en Minitab – Xbar-R
Abra: Xbar.mtw
Stat > Control Charts > Xbar-R
Variable = variable Subgroup = subgroup
14

Means
Ranges
20
10
9.5
8.5
7.5
6.5
Subgroup 0
5
4
3
2
1
0
UCL=9.353
MU=7.967
LCL=6.581
UCL=5.082
R=2.403
LCL=0.000
SPC
Ejercicio en Minitab – Xbar-R
Xbar and R Chart for : variable
15

SPC
Graficas de Control de Atributos
Están basadas en decisiones de acepto/no-acepto.
Se pueden aplicar en casi cualquier operación donde se recolectan datos.
Se utilizan en características de calidad que no pueden ser medidas o
que son costosas o difíciles de medir.
A diferencia de las gráficas de control por variables, las gráficas de
atributos se pueden establecer para una característica de calidad o para
muchas.
Un defectuoso es una unidad en una muestra que tiene una o más no-
conformancía (s) respecto al criterio especificado.
Un defecto es cada no-conformancia respecto al criterio de aceptación
especificado.
16

SPC
Tipos de Graficas de control de Atributos
Defectuoso
–
–
np – número de unidades no-conformantes
p – proporción de unidades no-conformantes
Defectos
–
–
c – número de defectos
u – proporción de defectos
17

SPC
Ejercicio en Minitab – Grafica NP
Abra el archivo: npchart.mtw
Stat > Control Charts > NP
Variable = Número Subgrupo = 62
18

SampleCount
25
20
15
10
5
0
10
5
0
Sample Number
SPC
Ejercicio en Minitab – Grafica NP
NP Chart for Number
UCL=9.870
NP=4.040
LCL=0.000
19

SPC
Ejercicio en Minitab – Grafica C
Abrir Cchart.mtw
Stat > Control Charts > C
Variable = Número
20

SampleCount
25
20
15
10
5
0
20
10
0
Sample Number
SPC
Ejercicio en Minitab – Grafica C
C Chart for num ber
UCL=15.81
C=7.560
LCL=0.000
21

BIBLIOGRAFIA
Libro: Implementing Six Sigma
Autor: Forrest W. Greyfogle III
Editorial: John Willey & Soons, Inc.
Libro: Statistical Quality Control Hand Book AT & T
Autor: D. W. Thomas Chairman
Editorial:Western Electric Co. inc.
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |