- Introducción
- Responsabilidades del control de
calidad - Programas de inspección y
verificación - Control estadístico de procesos en el
mantenimiento - Control de calidad de los trabajos de
mantenimiento - Círculos de calidad
- Vínculo del mantenimiento con la
calidad - Conclusiones
- Bibliografía
Introducción
El desarrollo de un sistema acertado de control de la
calidad del mantenimiento es esencial para asegurar reparaciones
de alta calidad, estándares exactos, máxima
disponibilidad, extensión del ciclo de vida del equipo y
tasas eficientes de producción del equipo. El control de
calidad como un sistema integrado se ha practicado con mayor
intensidad en las operaciones de producción y manufactura
que en el mantenimiento. Aunque se ha comprendido el papel del
mantenimiento en la rentabilidad a largo plazo de una
organización, los aspectos relacionados con la calidad de
los productos del mantenimiento, no han sido adecuadamente
formulados.
La calidad de los productos del mantenimiento tiene un
enlace directo con la calidad del producto y la capacidad de la
compañía, para cumplir con los programas de
entrega. En general el equipo que no ha recibido un mantenimiento
regular, o cuyo mantenimiento ha sido inadecuado fallara
periódicamente o experimentará pérdidas de
velocidad, o una menor precisión, y en consecuencia,
tenderá a generar productos defectuosos, lo que representa
menor rentabilidad y un mayor descontento por parte del
cliente.
Los gerentes de mantenimiento y los ingenieros necesitan
estar conscientes de la importancia de controlar la calidad de
los productos del mantenimiento. El establecimiento de normas de
pruebas e inspección en el mantenimiento y de niveles
aceptables de calidad deberán ser desarrollados para todo
el trabajo de mantenimiento.
Las organizaciones deberán esforzarse por
vincular sus actividades de mantenimiento con la calidad de sus
productos y servicios. Además, deberán crear un
punto de atención central en sus clientes internos. Esto
les proporcionara la dirección y las metas para mejorar
sus procesos de mantenimiento.
Responsabilidades del
control de calidad
Lograr la calidad en el mantenimiento y los objetivos de
confiabilidad son responsabilidad del personal de mantenimiento.
El esfuerzo combinado y la dedicación del personal de
control de calidad, los supervisores de mantenimiento y los
técnicos son esenciales para garantizar un mantenimiento
de alta calidad y una confiabilidad en el equipo.
De forma más específica, las
responsabilidades de control de calidad incluyen las
siguientes:
Realizar inspecciones de las acciones,
procedimientos, el equipo y las instalaciones de
mantenimiento.Conservar y mejorar los documentos, los
procedimientos, el equipo y las normas de
mantenimiento.Asegurar que todas las unidades estén
conscientes y sean expertas en los procedimientos y normas de
mantenimiento.Mantener un alto nivel de conocimiento experto,
manteniéndose al día con la literatura
referente a los procedimientos y registros de
mantenimiento.Hacer aportaciones a la capacitación del
personal de mantenimiento.Realizar análisis de deficiencias y estudios
de mejora de procesos, empleando diversas herramientas para
el control estadístico de procesos.Asegurar que los trabajadores se apeguen a todos los
procedimientos técnicos y administrativos cuando
realicen el trabajo real de mantenimiento.Revisar los estándares de tiempo de los
trabajos para evaluar si son adecuados.Revisar la calidad y disponibilidad de los
materiales y refacciones para asegurar su disponibilidad y
calidad.Realizar auditorías para evaluar la
situación actual del mantenimiento y prescribir
remedios para las áreas con deficiencias.Establecer la certificación y
autorización del personal que realiza tareas
críticas altamente especializadas.Desarrollar procedimientos para las inspecciones de
nuevos equipos y probar el equipo antes de aceptarlo de los
proveedores.
Programas de
inspección y verificación
La división de control de calidad es responsable
de desarrollar y conservar registros de inspección. La
división de Control de Calidad deberá clasificar
los diferentes tipos de inspecciones que realiza. Estas
inspecciones se clasifican comúnmente de la siguiente
manera:
Inspección de aceptación: Este tipo de
inspección se realiza para asegurar que el equipo
esté en conformidad con las normas. Generalmente se
realiza sobre equipo nuevo.Inspección de verificación de la
calidad: Este tipo de inspección se realiza
después de una tarea de inspección o
reparación para verificar si esta se realizo de
acuerdo con las especificaciones.Inspección documental o de archivo: Esta se
realiza para revisar la norma y evaluar su grado de
aplicación.Inspección de actividades: Esta
inspección se realiza para investigar si las unidades
de mantenimiento se están apegando a los
procedimientos y a las normas.
Estos cuatro tipos de inspecciones son realizadas por el
personal de Control de Calidad. Hay otros tipos de inspecciones
que son realizadas por los supervisores de producción de
mantenimiento. Estas incluyen inspecciones realizadas por los
supervisores para asegurar que el material o la calidad del
trabajo cumplen las normas prescritas.
La figura central en la mayoría de los programas
de control de calidad del mantenimiento es el inspector
técnico. Este es el individuo al que se le ha asignado la
responsabilidad de evitar que se empleen técnicas
deficientes de trabajo y superar las deficiencias de la
organización, o reducir el reemplazo innecesario de
componentes que todavía pueden dar un buen servicio. En
consecuencia, la habilidad del inspector para diagnosticar debe
ser satisfactoria para un programa de control de calidad con
éxito. Las decisiones del inspector son críticas y
pueden llevar a una catástrofe dependiendo sea el tipo de
trabajo.
Control
estadístico de procesos en el mantenimiento
El control estadístico de procesos
consiste en el empleo de técnicas con base
estadística para evaluar un proceso o sus productos, para
alcanzar o mantener un estado de control. Esta definición
es lo suficientemente amplia para incluir a todos los
métodos con base estadística, desde la
recopilación de datos e histogramas, hasta técnicas
complejas como el diseño de experimentos. Aun cuando no
existe una lista única de estos métodos, hay un
acuerdo general acerca de las siguientes 7 herramientas, las
cuales requieren recopilación de datos como primer
paso.
3.1 RECOPILACIÓN DE DATOS
Hay que tener mucho cuidado en la recolección de
los datos para que sean compatibles con el fin que se persigue y
que además sean completos para la aplicación de la
herramienta escogida.
Una guía para recolectar datos:
? Planifique todo el proceso de recolección de
datos desde un comienzo.
? Aclare el propósito de la recolección de
datos.
? Especifique claramente los datos
necesitados.
? Use las técnica correctas de
ejemplificación.
? Diseñe los requerimientos de listas de chequeos
por anticipado.
La obtención de datos debe ser un proceso
continuo y debe ser parte del sistema de información.
Ejemplos de los datos necesarios en el caso de la
administración e ingeniería del mantenimiento son
el tiempo muerto del equipo, productividad de la mano de obra ,
costos de mantenimiento, costo de materiales y repuestos, fallas
y reparación, ordenes atrasadas, y trabajos
pendientes.
3.2 LISTA DE CHEQUEO O
VERIFICACIÓN
Una lista de chequeo es un conjunto simple de
instrucciones usados en la recolección de datos, donde los
datos pueden ser compilados fácilmente usados y analizados
automáticamente.
Las listas en mantenimiento pueden ser usadas
para:
Recolectar datos para construir un
histograma.Ejecutar tareas de mantenimiento.
Preparar antes y cerrar después los trabajos
de mantenimiento.Revisión de las partes y piezas.
Planificación de los trabajos de
mantenimiento.Inspección de los equipos.
Auditar un departamento de mantenimiento.
Chequear las causas de un defecto.
Diagnosticar los defectos de una
máquina.Recolectar datos para efectuar un estudio de
métodos.
Ejemplo de lista de verificación

3.3 HISTOGRAMA
Un histograma es un resumen gráfico de la
variación de un conjunto de datos. La naturaleza
gráfica del histograma permite ver comportamientos que son
difíciles de observar en una simple tabla numérica.
El histograma ayuda a visualizar la distribución de los
datos, su forma y su dispersión
Puede ser usado para:
La carga de mantenimiento.
Confiabilidad de las partes y piezas.
Distribución temporal de las fallas del
equipo.Distribución de los tiempos de
reparo.Distribución de los recursos.
Cambios en los tiempos de paradas.
En la gestión del mantenimiento las decisiones
relacionadas con la ejecución del mantenimiento preventivo
en un equipo que está sujeto a fallas, requiere
información sobre cuando el equipo alcanzará un
estado de falla y esto es un problema probabilístico. Si
se piensa en un número de piezas similares de un equipo
que están sujetas a fallas, no se puede esperar que todas
ellas fallen a la misma cantidad de horas de funcionamiento,
anotando el tiempo hasta la falla de cada ítem del equipo
es posible construir un histograma en el cual el área
asociada con algún período de tiempo muestra la
frecuencia relativa de falla ocurrida en ese
intervalo.
Ejemplo de histograma

3.4 DIAGRAMA CAUSA -EFECTO
Un diagrama de "espina de pescado" es una herramienta
utilizada para facilitar el análisis de causa raíz
de un problema definido. El diagrama proporciona una forma
estructurada para registrar las causas potenciales durante el
intercambio de ideas, ya que fomenta en los equipos de
análisis a pensar en un problema de forma
sistemática y para ir más profundo a fin de
descubrir las causas menos evidentes.
Puede ser usado para identificar las causas
de:
Baja productividad de los trabajadores.
Excesivas detenciones.
Fallas recurrentes.
Trabajos repetidos.
Excesivo ausentismo.
Exceso de errores en el trabajo
Pasos para la construcción de un diagrama
causa- efecto
Paso 1: decida la característica de calidad y el
efecto a ser estudiado. Este es usualmente el efecto que necesita
ser mejorado y controlado.
Paso 2: escriba el efecto destacado por una
flecha.
Paso 3: identifique y escriba los factores principales
que pueden afectar la característica de calidad mediante
una flecha que apunte hacia la principal. En general se
usa:
Lugar, procedimiento, personal y
políticas.Ambiente, proveedores, sistema y
destrezas.Máquinas, métodos, materiales,
mediciones, personal, y medio ambiente.Equipo, procesos, personal, materiales, ambiente y
administración.
Paso 4: escriba en cada flecha para cada factor
principal las causas directas y las sub-causas
detalladas.
Paso 5: verifique que están todas las causas que
podrían influir en el efecto no deseado.
Ejemplo de un diagrama causa –
efecto

3.5 GRAFICO DE PARETO
Es la distribución de frecuencias de un atributo
ordenados por tamaño de la frecuencia. Ayuda a definir
prioridades para que el curso de las acciones sean más
efectiva.
PRINCIPIO DE PARETO
El Principio de Pareto afirma que en todo grupo de
elementos o factores que contribuyen a un mismo efecto, unos
pocos son responsables de la mayor parte de dicho
efecto.
Categorías incluidas:
Clase A usualmente contiene el 20% del factor
(causa) que están causando el 75% al 80% de los
problemas.Clase B contiene alrededor del 20% del factor que
causa entre el 15% al 20% de los problemas.Clase C contiene el resto de los factores los cuales
son much
Características principales
A continuación se comentan una serie de
características que ayudan a comprender la naturaleza de
la herramienta.
Priorización
Identifica los elementos que más peso o
importancia tienen dentro de un grupo.
Unificación de Criterios
Enfoca y dirige el esfuerzo de los componentes del grupo
de trabajo hacia un objetivo prioritario común.
Carácter objetivo
Su utilización fuerza al grupo de trabajo a tomar
decisiones basadas en datos y hechos objetivos y no en ideas
subjetivas.
La grafica indica cual factor mejorar primeramente a fin
de eliminar defectos y lograr la mayor mejora posible
Pareto puede ser usado en:
Factores que limitan la productividad.
Fallas inducidas por los operadores.
Repuestos que causan los mayores atrasos.
Repuestos más costosos.
Fallas que causan las mayores paradas.
Pasos para realizar un diagrama de Pareto
Paso 1: Preparación de los datos
Como en todas las herramientas de análisis de
datos, el primer paso consiste en recoger los datos correctos o
asegurarse de que los existentes lo son.
Para la construcción de un Diagrama de Pareto son
necesarios:
a) Un efecto cuantificado y medible sobre el que se
quiere priorizar (Costes, tiempo, número de errores o
defectos, porcentaje de clientes, etc).
b) Una lista completa de elementos o factores que
contribuyen a dicho efecto (tipos de fallos o errores, pasos de
un proceso, tipos de problemas, productos, servicios,
etc).
Es importante identificar todos los posibles elementos
de contribución al efecto antes de empezar la recogida de
datos. Esta condición evitará que, al final del
análisis, la categoría "Varios" resulte ser una de
las incluidas en los "Pocos Vitales".
Las herramientas de calidad más útiles
para obtener esta lista son: la Tormenta de Ideas, el Diagrama de
Flujo, el Diagrama de Causa-Efecto y sus similares, o los propios
datos.
Paso 2: Cálculo de las contribuciones parciales y
totales. Ordenación de los elementos o factores incluidos
en el análisis
Para cada elemento contribuyente sobre el efecto, anotar
su magnitud. Ordenar dichos elementos de mayor a menor,
según la magnitud de su contribución. Calcular la
magnitud total del efecto como suma de las magnitudes parciales
de cada uno de los elementos contribuyentes.
Paso 3: Calcular el porcentaje y el porcentaje
acumulado, para cada
Elemento de la lista ordenada
El porcentaje de la contribución de cada elemento
se calcula:
% = (magnitud de la contribución /magnitud del
efecto total) x 100
El porcentaje acumulado para cada elemento de la lista
ordenada se calcula:
– Por suma de contribuciones de cada uno de los
elementos anteriores en la tabla, más el elemento en
cuestión como magnitud de la contribución, y
aplicando la fórmula anterior.
– Por suma de porcentajes de contribución de cada
uno de los elementos anteriores más el porcentaje del
elemento en cuestión. En este caso habrá que tener
en cuenta el que estos porcentajes, en general, han sido
redondeados.
Una vez completado este paso tenemos construida la Tabla
de Pareto.
Paso 4: Trazar y rotular los ejes del
Diagrama
Paso 5: Dibujar un Gráfico de Barras que
representa el efecto de cada uno de los elementos
contribuyentes
La altura de cada barra es igual a la
contribución de cada elemento tanto medida en magnitud por
medio del eje vertical izquierdo, como en porcentaje por medio
del eje vertical derecho.
Paso 6: Trazar un Gráfico Lineal cuyos puntos
representan el porcentaje acumulado de la Tabla de
Pareto
Marcar los puntos del gráfico en la
intersección de la prolongación del límite
derecho de cada barra con la magnitud del porcentaje acumulado
correspondiente al elemento representado en dicha
barra.
Ejemplo de un diagrama de Pareto

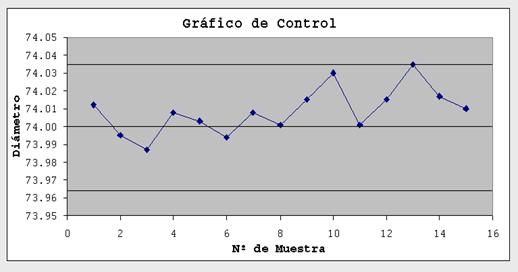
3.6 GRÁFICAS DE
CONTROL
Un gráfico de control es una carta o
diagrama especialmente preparado donde se van anotando los
valores sucesivos de la característica de calidad que se
está controlando. Los datos se registran durante el
funcionamiento del proceso de fabricación y a medida que
se obtienen.
El gráfico de control tiene
una Línea Central que representa el
promedio histórico de la característica que se
está controlando y Límites
Superior e Inferior que también se
calculan con datos históricos.
Se utilizan para monitorear la calidad de los siguientes
aspectos
Trabajos pendientes
Tiempo muerto
Disponibilidad
Numero de descomposturas
Características Generales de las Gráficas
de Control
El termino consistencia se refiere a la uniformidad en
la salida del proceso; es preferible tener un producto de un
proceso consistente, que tener uno con calidad superior, pero de
un proceso intermitente.
Una gráfica de control se inicia con las
mediciones considerando, sin embargo que las mediciones dependen
tanto de los instrumentos, como de las personas que miden y de
las circunstancias del medio ambiente , es conveniente anotar en
las gráficas de control observaciones tales como cambio de
turno, temperatura ambiente.
Establecer una gráfica de control requiere los
siguientes pasos:
1) Elegir la característica que debe
graficarse.
2) Elegir el tipo de gráfica de
control
3) Decidir la línea central que deben usarse y la
base para calcular los límites. La línea central
puede ser el promedio de los datos históricos o puede ser
el promedio deseado.
4) Seleccionar el subgrupo racional. Cada punto en una
gráfica de control representa un subgrupo que consiste en
varias unidades de producto.
5) Proporcionar un sistema de recolección de
datos si la gráfica de control ha de servir como una
herramienta cotidiana en la planta.
6) Calcular los límites de control y proporcionar
instrucciones específicas sobre la interpretación
de los resultados y las acciones que debe tomar cada persona en
producción
7) Graficar los datos e interpretar los
resultados.
Ejemplo de una grafica de
control
3.7 DIAGRAMA DE
DISPERSIÓN
El diagrama de dispersión es una
representación grafica de la correlación entre dos
variables. Se utiliza generalmente para estudiar la
relación entre causas y efectos. Por lo tanto, es un
complemento del diagrama de causa y efecto que se menciono con
anterioridad. En general , puede aplicarse para realizar los
siguientes análisis:
Análisis de tendencias.
Correlación o análisis de
patrones.
Particularmente en el mantenimiento, puede utilizarse
para encontrar lo siguiente:
1. Correlación entre el mantenimiento
preventivo y la tasa de calidad.2. Correlación entre el nivel de
capacitación y los trabajos pendientes.3. Correlación entre el nivel de
capacitación y la repetición de
trabajos.4. Correlación entre el nivel de
vibración y la tasa de calidad.5. Correlación entre el mantenimiento
preventivo y el tiempo muerto.6. Tendencia del tiempo muerto.
7. Tendencia de la productividad de los
trabajadores.8. Tendencia de la productividad de los
trabajadores.9. Tendencia de los trabajos
pendientes.10. Tendencia de la disponibilidad de
equipos.
3.8 ANÁLISIS DEL MODO DE FALLAS Y
EFECTOS
El análisis del modo de falla y efectos (AMFE) es
una técnica empleada para cuantificar y clasificar las
fallas críticas en el diseño del producto o el
proceso. Comprende la identificación de todas las
características funcionales y secundarias. Así,
para cada característica, el AMFE identifica una lista de
fallas potenciales y su impacto en el desempeño global del
producto. Asimismo, se estima la probabilidad y la severidad de
la falla (problema).
Un sistema o producto dado se divide en sus piezas o
componentes básicos. A continuación, para cada
componente o pieza, el analista podría preguntar como
fallaría, la probabilidad de la falla y el efecto en la
función del producto o sistema. E un ensamble
electrónico, por ejemplo, las piezas incluyen resistencia,
un capacitador, etc. Se identificara el modo de falla de cada
pieza y e determinara su efecto en la función del
producto. El objetivo es eliminar la amenaza a la integridad del
producto o reducirla al mínimo
Esta técnica se ha aplicado con éxito en
el diseño del producto de la industria automotriz y en la
selección de factores críticos para el
diseño de experimentos en la ingeniería de calidad.
Tiene un gran potencial de utilización y aplicación
al mantenimiento especialmente para evaluar el efecto de los
modos de falla en las fallas funcionales cuando se diseña
un programa de mantenimiento centrado en la confiabilidad (MCC).
Puede aplicarse para seleccionar una modificación de
diseño de u n sistema que actualmente esté en
operación.
Control de calidad de
los trabajos de mantenimiento
El trabajo de mantenimiento difiere del
trabajo de producción ya que en su mayor parte es un
trabajo no repetitivo y tiene mayor variabilidad. En el caso de
trabajos no repetitivos y ocasionales no se pueden recopilar
suficientes datos para utilizar eficazmente las herramientas de
CEF. En estos casos, es esencial el proceso de mantenimiento
mediante el control de sus entradas. Un proceso es una secuencia
de pasos que transforma un conjunto de entradas o insumos en un
conjunto de salidas o productos; también tiene un
mecanismo de retroalimentación.

Las principales entradas al proceso de mantenimiento son
las siguientes:
1. Procedimiento y normas de
mantenimiento.2. Personal3. Material y refracciones.4. Equipo y
herramientas. Estas cuatro entradas son críticas para la
calidad del trabajo de mantenimiento. El elemento clave para la
calidad del trabajo de mantenimiento es desarrollar normas de
calidad para trabajos críticos, no repetitivos. Si un
trabajo no cumple la norma, se emplea un diagrama de causa y
efecto para investigar las causas fundamentales del trabajo que
está por debajo de la norma.

4.1. FACTORES RELACIONADOS CON LOS
PROCEDIMIENTOS Y LAS NORMAS Los procedimientos y las normas se
prescriben para controlar el trabajo y asegurar su uniformidad y
calidad. Para asegurar la calidad, las normas deben ser precisas,
medibles y reflejar los requerimientos del cliente. Un
procedimiento deberá ser claro, lógico y estar bien
documentado a fin de poder implantarse. Los siguientes factores
afectan principalmente la eficacia de los procedimientos y las
normas:1. Calidad del procedimiento (su habilidad para satisfacer
los requerimientos del cliente).2. Documentación de los
procedimientos y las normas.3. Adecuación de las normas
para el ambiente de trabajo.4. Mecanismo para la mejora de los
procedimientos y las normas. La calidad de un procedimiento se
evalúa con base en su capacidad para alcanzar sus
objetivos. Los subfactores utilizados para evaluar cualquier
procedimiento incluyen: claridad de los objetivos, estructura
lógica, claridad del procedimiento, sencillez, facilidad
de uso, alcance, especificación de responsabilidades,
computación y mecanismo para mejorar continua. Las normas
se evalúan probando su adecuación.4.2. FACTORES
RELACIONADOS CON EL PERSONAL
El papel el personal calificado es esencial para un
mantenimiento de alta calidad. El técnico calificado
desempeña una función clave en el mantenimiento. El
tamaño de la fuerza de trabajo, nivel de destrezas,
capacitación, motivación, actitud, ambiente de
trabajo, y formación y experiencia, son lo factores
más importantes que deben vigilarse a fin de mejorar la
calidad del trabajo de mantenimiento.4.3. FACTORES RELACIONADOS
CON LOS MATERIALES
La disponibilidad de materiales de calidad
y en cantidades correctas en el momento correcto contribuye a la
calidad del trabajo de mantenimiento. Los factores que afectan la
disponibilidad y la calidad del material incluyen normas y
especificaciones correctas, políticas para el control de
materiales, presupuesto, políticas y procedimientos de
compras, y manejo y despliegue de materiales. Estos factores
constituyen la base del análisis de causa y efecto para
investigar el impacto de los materiales y las refacciones en la
calidad del trabajo de mantenimiento.4.4. FACTORES RELACIONADOS
CON LAS HERRAMIENTAS Y EL EQUIPO La disponibilidad de equipo y
herramientas para realizar mantenimiento de producción
puede ser un factor limitante en algunas circunstancias. Por
ejemplo, la exactitud de los instrumentos de calibración y
precisión podría tener un impacto significativo en
la calidad de los trabajos de mantenimiento. Los factores que
afectan la disponibilidad del equipo y herramientas correctas
incluyen el presupuesto, la prontitud operativa, la
capacitación, la compatibilidad y el número
disponible. Estos factores podrían constituir una lista
inicial para una sesión de lluvia de ideas sobre el
impacto de la disponibilidad del equipo y las herramientas en la
calidad del trabajo de mantenimiento.
Círculos de
calidad
El círculo de calidad es una práctica o
técnica utilizada en la gestión de organizaciones
en la que un grupo de trabajo voluntario, se reúne para
buscar soluciones a problemas detectados en sus respectivas
áreas de desempeño laboral, o para mejorar
algún aspecto que caracteriza su puesto de
trabajo.
Estos equipos de trabajo, originariamente llamados
"Círculos de Control de Calidad" fueron introducidos en
los años sesenta por Kaoru Ishikawa, quien fue uno de los
primeros en utilizarlos, y desde entonces, han representado un
elemento fundamental de participación de los trabajadores
en las empresas que han implantado sistemas de mejora
continua.
Esta filosofía de trabajo, implantada en sus
orígenes en empresas de cultura oriental no ha sido tan
extendida, ni efectiva en organizaciones de corte más
occidental. No obstante, realizando las adaptaciones y las
modificaciones oportunas a la realidad de cada empresa, esta
práctica puede ofrecer mucho valor a la gestión de
la mejora de cualquier tipo de organización.
La situación ideal de esta buena práctica
es la que permite su generación de forma espontánea
y por iniciativa de los propios componentes de los equipos,
aunque para llegar a esta situación, la
organización debe seguir una metodología de
implantación que se oriente a este fin.
Por lo tanto, se hace imprescindible que se cuente
previamente con una cultura de gestión especialmente
enfocada al trabajo autónomo, puesto que la confianza
depositada en los trabajadores como responsables de la mejora de
los procesos que integran sus áreas de trabajo es muy
alta.
De esta manera, los círculos de la verdad, como
ocurre con otras herramientas que integran buenas
prácticas relacionadas con la mejora continua, no pueden
desarrollarse sin un estilo de dirección participativo,
comunicativo, basado en un liderazgo de corte situacional y en un
entorno de delegación total de funciones a ciertos
empleados (lo que hoy en día se conoce como empowerment en
el ámbito empresarial).
Por esta razón, se trata de una técnica
muy utilizada por las organizaciones que poseen un enfoque hacia
la Gestión por Procesos, puesto que una de las
características que debe poseer este enfoque es que
algunos trabajadores, se hacen responsables (dueños o
propietarios) de determinados procesos que lleva a cabo la
organización, y su labor consiste en supervisar su
correcto funcionamiento, y mejorarlos permanentemente de manera
autónoma.
BENEFICIOS
El principal beneficio, como se ha descrito con
anterioridad, es el de la solución de los problemas
detectados o el de la mejora de algún área
funcional que en la mayor parte de las ocasiones repercute
positivamente sobre los puestos de trabajo de los propios
integrantes.
Además, cuando se implantan de manera adecuada,
representan una buena herramienta para aumentar la
concienciación, sensibilización, integración
y comunicación de los recursos humanos de la
empresa.
También fomentan la formación continua a
través del intercambio de conocimiento que se genera en
las reuniones de trabajo desarrolladas y la motivación
extrínseca de los trabajadores, puesto que el equipo se
siente partícipe del proceso de gestión al observar
que sus propuestas son recogidas, analizadas y posteriormente
implantadas por los responsables de la empresa.
Por esta razón es importante, sea cual sea el
resultado de los círculos, que las propuestas que se
generen sean bien recibidas y agradecidas por la
organización, y en los casos en los que se estime
oportuno, reconocidas públicamente o incluso incentivadas
de alguna manera.
FUNCIONAMIENTO DE LOS CIRCULOS
Se recomienda que en los círculos participen
entre 4 y 8 personas, aunque este número puede variarse
levemente en determinadas situaciones.
En los casos en los que existan más personas
interesadas en participar en las primeras fases, se podrán
realizar reuniones diferentes con los mismos temas de debate y
análisis. Se recomienda que a estas reuniones no asistan
los responsables de los equipos de trabajo para no coartar la
participación de sus integrantes.
Como se ha mencionado con anterioridad, al principio,
deberá existir un facilitador del proceso que oriente y
guíe al grupo, fomentando la participación de sus
integrantes y mediando en situaciones de conflicto. En
ningún caso ejercerá algún efecto moderador
sobre las conclusiones o acuerdos propuestos por el grupo. Este
facilitador no tiene la responsabilidad de valorar ni aconsejar
en ningún momento las propuestas derivadas del trabajo del
equipo. Además, deberá nombrarse entre los
asistentes a un coordinador o portavoz que sea el encargado de
trasladar los resultados del círculo a los responsables de
la organización para que actúen en
consecuencia.
Este portavoz elabora un informe que recoja los temas
planteados y la descripción exhaustiva (objetivos,
acciones, plazos, recursos, etc…) sobre las acciones de
mejora propuestas y su posterior implantación. Es
conveniente que la estructura de este informe, sea facilitada por
la organización incluyendo los campos que estime
oportunos. Este documento no estará firmado por
ningún individuo, puesto que es el resultado del grupo de
trabajo.
Una vez aprobados los planes de acción de los
primeros círculos de calidad, y mediante la línea
principal de ejecución, se repite el ciclo, seleccionando
nuevos temas o áreas de la organización para la
formación de otros círculos de calidad.
La periodicidad y participación de las personas
que integran las distintas áreas funcionales, será
diferente en cada caso, en relación con la magnitud de la
organización, su estructura funcional, el área de
negocio en el que se desarrolla, o incluso la cultura o
experiencia que se posea en este sentido.
Se recomienda convocar un círculo de calidad por
departamento o área, como mínimo cada ejercicio
natural. No existiendo un máximo para el caso de los
círculos que se generan de forma espontánea. En los
casos en los que los círculos se generen de forma
espontánea, este hecho, deberá ser comunicado al
área de dirección junto con el tema principal a
tratar quien autorizará y facilitará el desarrollo
de la experiencia.
Vínculo del
mantenimiento con la calidad
El mantenimiento tiene un enlace directo
con la calidad de los productos. El equipo con un
buen mantenimiento produce menos desperdicios que el equipo con
un mantenimiento deficiente. El mantenimiento puede contribuir de
manera significativa a mejorar y mantener productos de calidad;
por ejemplo, la capacidad de una máquina/herramienta en su
mejor condición producirá más del 99% de
piezas dentro de las tolerancias aceptadas. Después de que
la máquina ha estado en servicio durante algún
tiempo y se ha presentado desgaste en algunos de los componentes
de la máquina, habrá mayor traqueteo y
vibración. La distribución de las
características de calidad tendrá mayor
variación y se producirán más piezas fuera
de las especificaciones. Además, más piezas
tendrán algunas características de calidad
particulares alejadas del valor meta de dichas
características. En términos generales, un proceso
fuera de control genera productos defectuosos y, en consecuencia,
aumenta los costos de producción, lo cual se refleja en
una menor rentabilidad, que pone en peligro la supervivencia de
la organización. El mantenimiento preventivo basado
en las condiciones emplea una estrategia de mantenimiento de
ciclo cerrado en la que se obtiene información del equipo
y se utiliza para tomar decisiones para el mantenimiento
planeado. La decisión de mantenimiento generalmente se
basa en el empleo de un umbral, el cual, una vez alcanzado,
significa que debe realizarse mantenimiento. Tal estrategia
asegurará una alta calidad del producto, especialmente si
el umbral se elige de tal manera que el equipo no se deteriore
hasta un grado en el que se generen productos defectuosos o casi
defectuosos. El mantenimiento es un sistema que opera en paralelo
con la función de producción. La principal salida
de la producción es el producto deseado con un cierto
nivel de calidad, que es definida por el cliente. Conforme
continúa el proceso de producción, se genera una
salida secundaria, a saber, la demanda de mantenimiento, que es
una entrada al proceso de mantenimiento.
La salida del mantenimiento es un equipo en condiciones
de dar servicio. Un equipo con un buen mantenimiento aumenta
la capacidad de producción y
representa una entrada secundaria a
producción. Por lo tanto, el
mantenimiento afecta la producción al aumentar la
capacidad de producción y controlar la calidad y la
cantidad de la salida. La siguiente figura ilustra las relaciones
entre producción, calidad y mantenimiento.
Relación entre producción, calidad y
mantenimiento.

Un informe mensual sobre el porcentaje de trabajos
repetidos y rechazados de productos, puede ayudar a
identificar cuáles máquinas requieren una
investigación para determinar las causas de problemas de
calidad. Una vez que se investigan las máquinas, se
tomará una medida de acción correctiva para
remediar el problema. La medida puede dar
por resultado una modificación de la
política actual de mantenimiento y de la
capacitación de la fuerza de trabajo de un oficio
particular
Conclusiones
La importancia del control de la calidad del
mantenimiento se basa en que asegura reparaciones de alta
calidad, estándares exactos, máxima disponibilidad,
extensión del ciclo de vida del equipo y tasas eficientes
de producción del equipo.
Lo que ha ocurrido a lo largo del tiempo es que este
control de calidad se ha implantado en las procesos como tal y no
en el mantenimiento. Por ello se han formulado los aspectos
relacionados con la calidad de los productos.
Al aplicar estas actividades mencionadas y
técnicas de control de proceso, se garantiza una mejora en
los proceso de mantenimiento y por ende un producto en buenas
condiciones, para así satisfacer las exigencias del
cliente.
Bibliografía
Administración de la producción y las
operaciones. Autor: Everett E. Adam,jr y Rhonald J. Ebert.
Cuarta Edición
Autor:
Lameda Rocel
Mata Marion
Olivares Arianna
Padrino Danielis
Docente:
Scandra Mora.
Enviado por:
Iván José Turmero
Astros

Republica Bolivariana de
Venezuela.
Universidad Nacional Experimental
Politécnica
"Antonio José de Sucre".
Vice Rectorado Puerto Ordaz
Ciudad Guayana, Septiembre de
2012